Различные виды напильника, известны миру с 3 века до нашей эры.
Сегодня диапазон применения этого старейшего ручного приспособления практически не ограничен.
Различные типы инструмента применядт для доводки деталей и достижения необходимой чистоты поверхности.
Благодаря современным технологиям, напильники механического действия дополнились рядом электрического и аккумуляторного инструмента.
Содержание статьи
- 1 Что такое напильник и для чего он нужен?
- 2 Внешний вид и формы напильников
- 3 Принцип действия
- 4 Классификация напильников
- 4.1 Маркировка
- 4.2 Виды насечек и их нумерация
- 5 Виды напильников и их назначение
- 5.1 Виды напильника по форме
- 5.2 Виды и размер насечек
- 5.3 Материал напильника
- 6 Что такое надфиль и его назначение?
- 7 Что такое рифель и для чего он нужен?
- 8 Рашпиль
- 9 Что такое тарированный напильник
- 10 Какие бывают напильники
- 11 Как выбрать напильник
- 12 Производители напильников
- 13 Заключение
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
- заточка режущих кромок;
- шлифование и снятие заусенцев;
- зачистка поверхности до определенного уровня шероховатости;
- послойное опиливание поверхности;
- отрезка заготовок;
- подгонка размеров;
- выполнение канавок, фасок, радиусов, шлицев, пазов и пр;
- придание конструктивным элементам нужной формы.
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Внешний вид и формы напильников
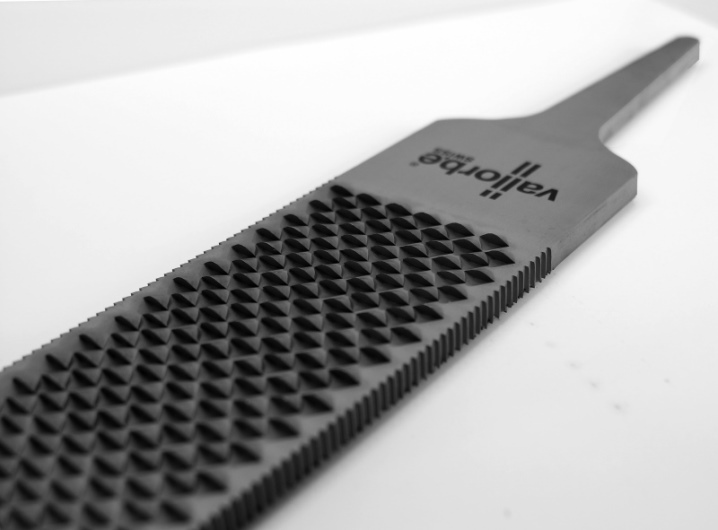
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
- в виде плоского прямоугольника;
- круглыми;
- полукруглыми;
- овальными;
- ромбическими;
- в виде равностороннего или тупоугольного треугольника.

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
- для слесарных работ;
- спецназначения;
- надфили;
- рашпили;
- машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Подробности читайте в статье «Надфиль. Назначение, характеристики, виды и выбор».
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.
")
С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
")
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
- Столярно-слесарного назначения – от 64 до 66 HRc;
- Заточного типа – от 65 до 67 HRc;
- Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
- Зубр;
- Husqvarna;
- Intertool;
- Metabo;
- Makita;
- Металлист;
- Vira;
- Stayer;
- Master;
- Matrix;
- Сибртех;
- Mega;
- Stihl;
- Topex;
- Bosch и др.
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п.
Заключение
Напильник — это универсальный слесарно-столярный инструмент, предназначенный для обработки различных материалов с целью придания им нужной формы, ровности и чистоты.
При обработке всевозможных материалов одним из самых популярных инструментов является напильник. Это приспособление появилось у человека ещё до нашей эры. Его используют и на больших производственных предприятиях, и в домашних мастерских. Он необходим при изготовлении деталей из металла, пластмассы, дерева. Инструмент применяют для точной подгонки размеров, формы в местах с затруднённым доступом, улучшения качества поверхности детали, которая доводится до кондиции. Для выполнения самых разнообразных работ существует множество вариантов этого напильников.

Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.

Устройство инструмента
Слесарный напильник, состоящий всего из двух частей – главный помощник слесаря. Он чрезвычайно прост по конструкции. Устройство инструмента можно представить в виде двух частей: первая, иногда называемая «лезвием», выполняет основную работу, и хвостовик, на который крепится ручка, выточенная из дерева или пластика. В рабочей части выделяют:
- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.

Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
Классификация напильников
Всё инструментальное многообразие можно упорядочить путём его классификации. На практике используются несколько отличающиеся одна от другой видов классификации.
Чаще всего используют следующие классификационные признаки:
- назначение;
- форма рабочей части;
- виды насечек;
- материал;
- размер.

Внутри групп существует разделение по специфическим признакам. Государственный стандарт ГОСТ 1465-80 регламентирует основные характеристики. Определяющими индикаторами являются «класс» и «номер».
На профессиональном языке изделие определяется термином «Многолезвийный инструмент».
Виды напильников и их назначение
По этому признаку выделяют:
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.

Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.

Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.

№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
Если предстоит обточка мягкого металла, то слесарь выбирает устройство с простой одинарной насечкой. Рабочий получает возможность снимать широкую стружку.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.

Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Маркировка
Изготовленный напильник должен быть промаркирован. Маркировка является изображением необходимой информации о характеристиках инструмента. В состав маркировки входит обозначение класса от 1 до 6; длина, обозначенная буквой L; вид насечки с номерами от 0 до 5. Последний показатель у практиков считается самым важным, он определяет выбор нужного инструмента в конкретной ситуации.
Показатель твердости зубьев обозначается буквами HRC и двумя цифрами– например, HRC 55. Тип стали обозначается как 13Х или У13А.

Инструменты, созданные для цветмета, маркируются символом ЦМ.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.

Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Хвостовик у надфиля круглый, на него надевается ручка с цанговым зажимом. Цанга позволяет в одной рукоятке быстро заменять надфили разных видов. Имеются надфили с закреплённой пластмассовой ручкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.

Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.
- Выбор напильников и уход за ними
- Общие приемы и правила опиливания вручную
- Опиливание плоских поверхностей вручную
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис. 38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12—15°. Величина переднего угла по ГОСТ 1465—59 установлена до —12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80—88°, задним α =20—25°, заострения β=60—63°, передним γ от + 2 до —10°. По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам. Специальные напильники подразделяются на ручные и машинные.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.

Рис. 38. Напильники:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Несмотря на обилие электрического инструмента, который пришел на смену ручному, существуют такие виды, которые не подверглись каким-либо серьезным изменениям за многие сотни лет эксплуатации и до сих пор с их помощью производят множество технологических операций. Один из таких инструментов – это напильник.
Количество их видов с трудом поддаются подсчету, и тем более сложно сосчитать количество операций, которые можно выполнять с его помощью.

Виды напильников
Что такое напильник и для чего предназначен
Инструмент, который предназначенный для снятия слоя металла с заготовки, называют напильником. Он представляет собой металлическую полосу, на которую нанесена так называемая насечка. Она представляет собой режущие зубья, выполненные по определенным правилам, описанным в ГОСТ 1465-80.
Для управления им используют ручку, насаживаемую на специально сформированный хвостовик. Для изготовления применяют несколько марок сталей. Как правило, это сталь, содержащая 1,1 – 1,25% углерода. Марка стали может быть ШХ15 или У10А, последняя сталь относится к нелегированным улучшенным.
Одно из главных требований, предъявляемых к нему – это высокая твердость. Именно поэтому после проведения термической обработки его не подвергают отпуску. В рабочем состоянии поверхность имеет твердость 54-58 HRC.
Ручка, с помощью которой выполняется управление, может быть деревянной, пластмассовой, металлической.

Набор напильников с деревянными ручками
Их производят разной формы, длины и с разными параметрами режущих зубов.
Надо отметить, что обилие этого изделия позволяет выполнять множество видов работ, в частности с его помощью можно удалять загрязнения разного вида, выполнять шлифование плоскостей заготовок, удалять облой, литники. С применением этих изделий специальных форм можно выполнять заточку пильных цепей, обработку зубчатого зацепления.
Надо отметить, что его можно встретить практически в любом доме, гараже и конечно на производстве.
Классификация напильников по форме сечения
Детали, которые обрабатывают с его помощью, могут иметь разную форму. Это могут быть листы, профиль и пр. Именно поэтому для производительной работы производители выпускают изделия разной формы и геометрических размеров. Один из вариантов классификации – по форме сечения. Предприятия изготовители выпускают на рынок изделия со следующих видов:
- плоские;
- квадратные;
- круглые;
- трехгранные;
- специальные;
- овальные и некоторые другие.
Кроме того, что изделия различают по форме сечения, они имеют разную длину и форму. Минимальная длина составляет 50, максимальная 500 мм. Кстати, измеряется только та часть, на которую нанесены рабочие зубья.
Существует некоторая зависимость между длиной рабочей части и размером зубьев. Чем длиннее инструмент, тем крупнее размер режущего зуба. Крупный применяют тогда, когда возникает необходимость снять большое количество металла. Но, после обработки материала инструментом с большими зубьями поверхность получается грубая, в царапинах, а о точности обработки говорить не приходится. В том случае, когда необходимо получить более качественную поверхность, то используют изделия с мелким зубом, например бархатный.

Напильник круглый бархатный
То есть обработка проводиться как минимум в два этапа с использованием разных видов напильников. На первом выполняют грубую обработку, а доведение поверхности детали выполняют доведением заготовки до требуемых параметров.
Особенности напильника
Ручные изделия этого вида, можно разделить на такие категории:
- Слесарные – можно сказать, что это инструмент широкого профиля. Его можно встретить практически на любом предприятии, мастерской, домашнем хозяйстве.
- Надфили – это изделия, имеющие небольшой размер и предназначены для обработки мелких деталей. Их широко используют граверы, ювелиры, лекальщики. Кроме того, надфили бывают, незаменимы при обработке в труднодоступных местах.
- Заточные – их применяют для заточки пильных цепей, ножовок и пр.
- Рашпили – это изделия с самым крупным зубом и их применяют для работы с неметаллическими материалами, то есть в тех случаях, когда обычный не подходит для решения поставленных производственных или бытовых задач.

Напильник слесарный квадратный
Как уже отмечалось, на рабочую поверхность наносят рабочие зубья. Она может быть одинарной или двойной. Для обработки мягких материалов применяют инструмент с дуговой насечкой.
На поверхности рашпиля изготавливают точечные зубья.
Виды насечек
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.
Второй вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.

Насечка №2
К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Геометрические параметры насечки
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Типы напильников
Существует множество способов классификации видов напильников. Их можно разделить по форме сечения, геометрическим размерам, размерам режущего зуба.
Нередко этот инструмент часто разделяют на следующие виды:
- напильники с крупной и мелкой насечкой;
- драчевые и пр.
Форма напильников
Многовековой опыт применения этого режущего инструмента привел к тому, что производители освоили выпуск этого изделия разного вида. Например, плоского профиля, могут иметь два вида концовки – прямой и острый.
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
Применение напильников различной формы
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.

Заточка пильной цепи напильником
Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.
Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.

Набор напильников
Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Размер зубьев
Кроме размера зуба, изделия этого класса отличаются друг от друга плотностью нарезки.
Для грубой обработки поверхности применяют изделия с крупной насечкой. Ее называют №1, на один сантиметр приходится от 5 до 15 зубцов. Его использование позволяет за один проход снять довольно толстый слой материала, особенно с мягких материалов, напильники этого вида называю драчевыми.
У напильников №2 на один сантиметр поверхности приходится от 14 до 25 канавок. Пожалуй, это самый популярный вид этого инструмента. На самом деле – этот напильник чаще всего применяют на практике.

Напильник с двойной насечкой
Действительно, с его помощью можно обрабатывать практически любые материалы. Но, существует одна тонкость, при работе с мягкими металлами или с древесиной, через довольно короткое время насечка будет забита отходами обработки. Именно поэтому необходимо очищать рабочую поверхность с помощью металлической щетки.
Изделия с насечкой от 26 до 80 канавок на 1 сантиметр применяют при окончательной обработке поверхности. После правильной обработки, на поверхности, практически не остается следов.
Твердость напильника благо или недостаток
Многие считают, что чем выше твердость стали, тем инструмент лучше. Отчасти это утверждение имеет право на существование, но оно ни каким образом не относится к напильникам по металлу.
Высокая твердость приводит к повышенной хрупкости инструмента. Те, кто часто применяют их в работе, могут подтвердить то, что этот инструмент может разрушиться при его падении на бетонный пол.
Заточка режущего инструмента при помощи напильника
К группе режущих инструментов относят резцы, фрезы, топоры, пилы и многие другие. Режим эксплуатации, материал из которого произведен режущий инструмент, определяют периодичность его заточки. Эта операция выполняется за два захода. Первая – это собственно сама заточка, вторая – это доведение режущей кромки до необходимых требований. То есть, она должна быть приведена в рабочее состояние. На режущей кромке должен быть заточен определенный угол, она должна иметь определенную форму. Эти параметры определяет материал детали.

Заточка лопаты напильником
В процессе доводки, с режущей кромки, происходит удаление заусенцев, образовавшиеся в процессе первичной заточки.
Для финишной обработки режущего инструмента применяют изделия с мелкой насечкой. Это могут быть надфили, бруски и другие абразивные материалы. Финишные операции могут выполняться как на специальном оборудовании, так и вручную.
Какую насечку выбрать
При выборе любого инструмента, в первую очередь необходимо понять какие цели должны быть достигнуты при обработке детали. Напильники чаще всего применяют для снятия слоя материала. Бесспорно, если речь идет о снятии материала в пределах 0,1 мм, то имеет смысл использовать напильники с насечкой №0 или №1.

Напильник с насечкой №3 по металлу
Для выполнения более тонких работ, например, подготовки поверхности под нанесение покрытия, можно использовать инструмент с насечкой №2 – №4.
Для выполнения работ связанных с заправкой режущей кромки, шлифовки поверхности и других, особо точных работ применяют так называемые бархатные инструменты.
Как сделать ручку напильника
Те, кто часто использует напильник в работе, рано или поздно сталкиваются с тем, что его ручка приходит в негодность и поэтому встает вопрос его замены. Бесспорно, можно пойти в хозяйственный магазин и купить готовую деталь. Но это не всегда лучшее решение. Как правило, там продают рукояти, выполненные из пластмассы или непонятных сортов древесины. Именно поэтому многие предпочитают изготавливать ручки своими руками.
Выбор материала
Практика показывает то, что для ручки оптимальным материалом можно считать такие материалы как – орех, клен. Это довольно прочные материалы, ко всему прочему они обладают привлекательной фактурой.

Ручка орех
Но кроме материала для самой ручки потребуется подобрать клей. Для соединения составных частей инструмента целесообразно использовать клеящие составы на основании эпоксидной смолы.
Как ее сделать
Для изготовления ручки можно воспользоваться токарным станком. Если такой возможности нет, то можно вспомнить детство и выточить его с помощью ножа.
При изготовлении ручки имеет смысл выдерживать следующие размеры:
- диаметр рабочей части 25 – 30 мм;
- длина рабочей части 120 – 150 мм;
Глубина отверстия для закрепления хвостовика инструмента должна быть чуть длиннее, чем сам хвостовик.
Заключительной операцией при изготовлении ручки для напильника – это обработка ее поверхности с помощью абразивной шкурки. Это необходимо для того, что бы на ее поверхности рукоятки не осталось заусенцев, могущих впиться в руку рабочего.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности.
ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Скачать ГОСТ 1465-80
Напильники должны проходить испытания один раз в три года. Для этого необходимо использовать станок вида ТФ18-6 или его аналог.
Для испытания напильников на сцепляемость необходимо использовать бруски, выполненные из стали У8, твердость поверхности 150 – 187 по НВ.
При проведении испытаний напильник должен совершить порядка 10 000 рабочих ходов, то есть порядка 50 – 55 за одну минуту.
В приложениях ГОСТ, приведены таблицы, на основании которых делается вывод о пригодности партии инструмента к эксплуатации.
Какими бывают напильники по металлу и как их выбрать?

Содержание
- Общее описание
- Обзор видов
- Из какого материала делают?
- Маркировка
- Популярные производители
- Советы по выбору
- Правила применения
Шлифование металлических поверхностей не всегда может производиться при помощи электрических инструментов. Иногда для подобных действий используют напильники по металлу. Но, конечно же, требуется подобрать подходящий вариант для осуществления некоего типа работ.
Напильники могут предназначаться для осуществления работы по металлу либо дереву. Первый тип обычно имеет большую твердость, чем аналогичные решения для дерева. В этом нет ничего удивительного, ведь поверхность металла более твердая. Попытаемся разобраться, какими бывают подобные приспособления и как выбрать действительно эффективный вариант для конкретной ситуации.


Общее описание
Напильником называют инструмент, предназначающийся для убирания слоя металла с заготовки. Он обычно представляет собой металлическую полоску, оборудованную насечкой. Так называют зубья для резки, сделанные по нормам ГОСТа под номером 1465-80.
Чтобы управлять подобным приспособлением, следует применить рукоять, которую обычно насаживают на сделанный хвостовик. Для создания подобного приспособления применяются различные типы стали. Обычно марка стали, юспользуемая для конструирования рассматриваемых приспособлений – ШХ15 либо У10А, что содержит в себе 1,1-1,25 процента углерода.
Кстати, последняя марка входит в категорию нелегированных улучшенных.


Основным требованием, предъявляемым к марке стали, является твердость. Именно по этой причине напильник такого типа после термообработки не подвергается отпуску. В рабочем режиме поверхность приспособления должна иметь твердость на уровне 55-59 HRC.
Рукоять, что дает возможность пользоваться инструментом, может создаваться из различных материалов – пластмассы, древесины либо каких-то металлов. Добавим, что напильники могут отличаться по форме и иметь разные параметры зубьев для резки.
Обилие разнообразных групп напильников дает возможность производить довольно много разных категорий работ. Например, при помощи подобного приспособления можно производить шлифовку плоскостей различного рода заготовок, убирать литники и облои, загрязнения. А если инструмент имеет специальную форму, то можно делать обрабатывание зацепления зубчатого типа, а также затачивать цепи, которые используются в пилах.


Обзор видов
Следует сказать, что классификация напильников по металлу предусматривает их распределение на категории по различным признакам. Обычно их классифицируют по следующим критериям:
- размеру зубьев;
- форме;
- предназначению;
- типу насечек.
Попытаемся разобраться в этом вопросе более детально.


По типу насечек
Если говорить о типах насечек, то напильники могут иметь следующие ее виды:
- одинарная;
- рашпильная;
- штампованная;
- крестовая;
- дуговая.
Насечка первой категории обычно применяется для обрабатывания поверхностей металлов, что относятся к цветным. Использование такого типа позволяет быстро убрать заготовочный слой и произвести эффективную чистку от стружки.
При использовании инструмент этого типа сильно дребезжит, из-за чего руки устают очень быстро.

Следует сказать, что обработка металлов с высокой твердостью подобным инструментом невозможна из-за особенностей зубьев. А именно угла наклона. Нанесение здесь выполнено под 25- или 30-градусным углом.
Насечка рашпильного либо точечного типа обычно применяется для ускоренного демонтажа окалины либо ржавчины на металлах, относящихся к категории черных. Ее наибольшая эффективность проявляется при обрабатывании дерева грубой степени.

Третий тип насечки, как правило, используется в таких же случаях, что и рашпильная. Отличие этого вида в зубьях – они наклонены. Благодаря этому они цепляют заготовку как крюками и как бы сдирают. Инструмент с подобной насечкой формирует грубейшие борозды. Сдирание зубцов происходит крайне быстро. Поэтому подобный напильник с металлами высокой твердости обычно не используют. А вот для дерева – это отличное решение.
Также подобный инструмент применяют для обработки алюминия. Но негативным моментом является то, что полотно будет в быстром порядке забиваться стружкой, которую очень сложно вытащить.
Крестовая насечка обычно нужна при необходимости произвести обрабатывание таких металлов, как бронза, чугун и сталь. Ее зазубрины пересекаются, что позволяет образовать ромбический узор. Угол наклона главной насечки – 25 градусов, а дополнительной – на 20 градусов больше.


Подобный тип напильника также забивается стружкой за короткий срок. Поэтому для работы с металлами, обладающими небольшой твердостью, это неудобный вариант. Добавим, что для обеспечения комфортной и эффективной работы следует иметь щетку по металлу, которую иногда требуется применять для смахивания стружки между зубьями.
Дуговая покажет наилучшую эффективность при обрабатывании металлов цветного типа и пород дерева с высокой твердостью – бука и дуба.
После использования инструмента подобного типа на заготовке можно будет увидеть лишь аккуратные царапины, что легко можно зашлифовать.

По предназначению
По данному критерию напильники делят на следующие группы:
- общие;
- специальные;
- надфили;
- рашпили;
- машинные либо ленточные.
Напильники, относящиеся к первой категории, чаще применяются для осуществления работ слесарного характера. Они отличаются от других наличием двойной насечки с зубцами, нанесенными методом насекания. Они бывают разные по длине: 100, 200 мм и до 450 миллиметров, а зубья – почти все номера.

Модели инструмента спецназначения применяются обычно на производстве, ведь позволяют произвести устранение серьезных припусков, когда требуется подогнать пазы либо поверхности различной кривизны. По типу проводимых работ напильники рассматриваемой категории могут быть пазовыми, плоскими, с парой концов и иные.
Самая многочисленная категория – надфили. Они бывают 11 категорий, и их характерными особенностями является наличие насечек 5-го класса и малая брусочная длина. Обычно у них присутствует двойная насечка.
Всегда лучше иметь набор надфилей. Их применяют для обрабатывания разных маленьких деталей и мест, куда нельзя подобраться с помощью обычных инструментов.


Рашпили бывают:
- сапожные;
- общие;
- копытные.
Их основная особенность – наличие зубьев с большими габаритами и серьезная длина. Обычно рашпили имеют форму круга либо полукруга или могут быть плоскими, имеющими нос тупой либо острой формы.
Машинные представляют собой отдельную категорию инструментов, отличающуюся не только методом применения, но и конструкционно. Подобный напильник – это наждачная бумага, сделанная как лента круглой формы. Он крепится на электроприбор, после чего его применяют для проведения требуемых работ.
Ленточные модели являются альтернативой инструментам. Например, есть модели для шуруповерта либо напильник-сверло для дрели.
Но ряд минусов не позволяет такому типу напильников стать полноценной заменой слесарным приборам.

По форме
Благодаря форме имеющегося инструмента можно вычислить сегмент его использования:
- треугольный инструмент по металлу обычно применяют для обрабатывания в пазах и дырках;
- квадратный аналог будет использоваться для распиливания дырок, что имеют форму многоугольника, квадрата, прямоугольника;
- круглые аналоги требуются для обрабатывания поверхностей вогнутого типа, обладающих небольшим диаметром, а также дырок в форме круга и овала;
- ромбический инструмент берут для работ с зубчатыми деталями;
- полукруглые нужны для обрабатывания больших дырок и поверхностей вогнутого типа с довольно большим радиусом кривизны;
- модели ножовочного типа используют для выборки канавок и пазов узкого типа;
- простые модели либо аналоги с острым носом применяют при необходимости обработки поверхности плоского типа.
По размеру зубьев
По этому критерию насечки рассматриваемых приспособлений подразделяются на 5 классов.
- Классы 0-1 могут убрать слой с толщиной 0,05-0,1 миллиметр. Это наиболее крупные варианты насечек. Главный недостаток – при обрабатывании металлических поверхностей могут иметь место погрешности в 0,1-0,2 миллиметра.
- Классы 2-3 снимают слой с толщиной 0,02-0,06 миллиметра. Это самое часто применяемое решение для убирания слоя металла. Но вот его эффективность для зачистки дырок и пазов будет невелика.
- Классы 4-5 могут осуществить снятие 0,01-0,03-миллиметрового слоя. Обычно такие насечки используют для завершающей отделки и доводки до требуемого состояния пазов и дырок. Максимальная погрешность в работе, что может наблюдаться, составит 0,001-0,005 мм.

Из какого материала делают?
Как уже упоминалось, данный инструмент должен делаться только из крайне твердой стали инструментального типа высочайшего качества. Например, из марок:
- ШХ15 либо 13Х – это категории хромистой стали легированного характера;
- У10А либо У13А, относящихся к улучшенным нелегированным маркам.
Обработка приспособлений осуществляется закаливанием, из-за чего показатели их твердости будут варьироваться в диапазоне 54-58 HRC. Данные марки применяют для создания напильников, что потребуются для работы с металлом.
Если предстоит работать с деревом и иными материалами, то используют сталь помягче.


Подобная насечка, имеющая название «простая», присутствует в спецнапильниках. Такие модели необходимы для снятия незначительного металлического слоя во время опиливания. Спецнапильники обычно применяют для обрабатывания поверхностей узкого типа.
Кроме того, их удобно применять, если требуется заточить пилу по дереву. Хотя тут лучше будет использовать электронапильник. Электрический аналог просто быстрее позволит это сделать. Помимо этого, такие изделия используют для работы с деревом, пластмассой, а также металлами, имеющими высокую мягкость.


Маркировка
Если говорить о маркировке такого инструмента, то о классах кое-что было сказано выше. Существует и другой тип маркировки, где важную роль играет зернистость. Тут наиболее крупной по зернистости насечкой будет номер 0, а наименьшей – номер 5.
Рассматриваемые инструменты бывают следующих видов.
- Драчевые. К ним относят модели № 0-1 с количеством до 12 насечек на 10 мм поверхности. Эти модели имеют довольно хорошие зубцы, что дает возможность сцарапывать большой слой ржавчины.
- Личные и полуличные. Сюда относятся модели № 2-3 с 13-44 насечками. Их обычно применяют для обрабатывания разных металлов.
- Бархатные. Это модели № 4-5 с 45-80 насечками. Их применяют для финального обрабатывания, и они снимают максимально тонкий слой металла.
Популярные производители
Составим небольшой рейтинг производителей напильников, продукция которых действительно заслуживает внимания. Первый, о ком хочется сказать, – бренд «Кобальт». Кобальтовые напильники широко применяются многими мастерами и специалистами. Среди сильных сторон продукции бренда следует назвать:
- большой ассортимент различных моделей;
- для создания инструментов применяется высококачественная углеродистая сталь;
- все ручки выполнены из качественного пластика и имеют накладки из резины, благодаря чему инструмент не скользит в руке.

Еще один интересный бренд, заслуживающий внимания, – «Сибртех». Эта отечественная компания может похвастаться широким ассортиментом напильников по металлу различного типа. Они выполнены из качественной легированной и высокоуглеродистой стали.
Продукцию фирмы отличает высокая прочность, удобство в работе, а также доступная цена.

Третий бренд, о котором стоит сказать несколько слов, – «Зубр». Компания тоже относится к отечественным и выпускает хорошие напильники по металлу различных типов с высокой прочностью, отличной эргономичной ручкой и довольно конкурентоспособной стоимостью.

Советы по выбору
Теперь попытаемся кратко обрисовать, как выбрать хороший напильник по металлу. Тут следует сказать, что хороший напильник выбрать можно:
- когда человек четко понимает, чего именно требуется достичь при обработке той либо иной детали;
- какой именно слой материала нужно снять;
- если есть необходимость снятия слоя материала толщиной 0,1 миллиметра, то можно применить инструмент с насечкой 0 или 1;
- при необходимости выполнить тонкие работы, например, приготовить поверхность для последующего нанесения покрытия, то лучше взять инструменты с номером 2-4;
- для осуществления работ, где требуется заправить режущую кромку или отшлифовать поверхность, лучше будет применять бархатные инструменты.

Правила применения
Теперь кратко опишем, как правильно работать напильником, чтобы его работа была эффективной.
- Сначала требуется крепко зафиксировать деталь, что будет обрабатываться. Для этого можно использовать струбцину либо тиски.
- Рабочее место должно быть качественно освещено, чтобы случайно заготовка не была испорчена.
- Теперь следует выбрать подходящий напильник. Для этого сначала нужно оценить состояние заготовки. Если требуется снять много металла, то лучше использовать драчевую модель. Если же нет, то рекомендуется взять модель личного либо бархатного типа.
- Напильник следует подготовить к работе, особенно если он уже применялся ранее. Необходимо очистить его рабочую часть металлической щеткой.
- Можно осуществлять требуемые действия. Берем инструмент одной рукой за ручку, а второй – за пятку. При его движении вперед следует прижимать его к заготовке.
- Движение должно продолжаться до момента окончания насечек у пятки. Потом должно быть движение обратно с уменьшением усилия руки.
Таким образом, при помощи возвратно-поступательных движений будет совершаться обработка. После этого остается оценить состояние заготовки. Обычно в конце необходимо осуществить обработку бархатным напильником, но все зависит от каждого конкретного случая.


Насечка
Форма и размер насечки определяют применение напильника для воздействия для тех или иных материалов, эффективность снятия материала заготовки (скорость опиливания) и чистоту получаемой рабочей поверхности.
Одинарная насечка

Как правило, изготавливается под углом около 70 градусов к продольной оси инструмента, реже — под углом 45 градусов, например, в напильниках для снятия заусенцев при токарных работах. Позволяет снимать широкую стружку. По частоте применения располагается на втором месте. Одинарная насечка обычно производится под углом около 70 градусов к продольной оси инструмента, реже — под углом 45 градусов, например, в напильниках для снятия заусенцев при токарных работах. Снимает широкую стружку с обрабатываемого материала. По частоте применения занимает второе место после двойной насечки, так как уступает ей по скорости опиливания. Поскольку одинарная насечка оставляет существенно более гладкую поверхность, чем двойная, то, в первую очередь она применяется в тех случаях, когда важна чистота поверхности, например, при заточке режущих кромок. Также она применяется для работ, при которых высокая скорость опиливания не нужна или нежелательна, например, для снятия заусенцев при слесарных и токарных операций. При этом одинарная обычно производится и на боковые стороны плоских напильников с двойной насечкой. Там просто недостаточно места для качественной двойной насечки.
Двойная (перекрестная) насечка

Является главным видом, применяемым в данном инструменте. Она состоит из основной, глубокой насечки, нанесенной под углом около 70 градусов к продольной оси, и вспомогательной, мелкой насечки, нанесенной с увеличенным шагом поверх основной, под углом около 45 градусов к этой же оси инструмента. Поскольку при нанесении второй насечки режущие кромки, сформированные первой насечкой, разбиваются на отельные участки, шаг и наклон вторичной насечки подбираются таким образом, чтобы при прямом движении напильника эти небольшие режущие кромки перекрывали друг друга, не оставляя заметных бороздок. Тем не менее, качество поверхности, которое остается после напильника с двойной насечкой, гораздо хуже, чем после напильника с одинарной насечкой. Т.е. двойная насечка превосходит одинарную насечку по эффективности, но уступает по качеству поверхности.
Насечка «Oberg»

Это также двойная насечка, но с большим разбросом в 2 – 3 раз дополнительной насечкой. Она получает промежуточное место между одинарной и двойной насечками. Применяется в подобном инструменте, но сравнительно редко.
Диагональная насечка «Wasa»
Производится нанесение под углом в 45° к оси напильника. Применяется в некоторых заточных напильниках. Сформированная при поддержке подобного напильника режущая сторона обладает свойствами «микропилы» и воздействует по некоторые материалы более эффективно, чем обычная гладкая режущая кромка.
Полукруглая насечка
Применяется только в рихтовочных полотнах (см. ниже) и приняла от них название «Pansar».
Обдирочная насечка
Это глубокая прямая одинарная насечка, с наклоном к оси инструмента около 45°. Применяется в больших ( от 200 мм и выше) напильниках. Чаще ее делают волнообразной, с редкой поперечной насечкой, как у напильника. Иногда называется «диагональной» или «фрезерованной».
Обдирочная и полукруглая насечки имеют много общего, включая технологию изготовления (зубья в полотне выфрезеровываются). Для них характерна высокая и острая (т.н. «агрессивная») форма зуба, резко повышающая скорость опиливания. Но такая форма зуба не столь прочна, как у обычной одинарной или двойной насечки (хотя она и прочнее, чем у рашпильной насечки). Стойкость инструмента существенно зависит от точности соблюдения режимов термической обработки. Как следствие, нередко наблюдается брак — даже у достаточно «именитых» производителей. Многие производители ручного инструмента с такой насечкой рекомендуют их для опиливания практически всех материалов, включая и закаленную сталь. Однако при опиливании твердой стали и чугуна стойкость этих напильников низкая, даже при их правильной термической обработке.
Как и одинарная, и обдирочная, и полукруглая насечки оставляют за собой относительно качественную, гладкую рабочую поверхность.
Рашпильная насечка формируется острыми и высокими зубьями, расположенными на рабочей поверхности в шахматном порядке. С ними соседствуют впадины, в которые попадает снятая стружка. Инструмент с этой насечкой называются рашпилями. Они предназначены для опиливания поверхностей низкой прочности (дерево, пластмассы и отдельные цветные металлы).
Размер насечки измеряется для напильников числом режущих элементов (зубьев) на 1 сантиметр длины, для рашпилей — числом зубьев на 1 квадратный сантиметр. Для напильников с обдирочной насечкой и рихтовочных обычно указывается число целых зубьев на 1 дюйм длины.
Драчевая, личная и бархатная насечка
Во всем мире применяется качественная классификация напильников по числу зубьев на сантиметр с учетом длины полотна. Большинство производителей выпускает наиболее употребительные модели напильников одинаковые по форме и длине, но с насечкой разного размера. Обычно предлагаются три градации по размеру насечки, которые называют драчевая (самая грубая), личная (средняя) и бархатная (мелкая). Но, естественно, что напильник небольшой длины, например, 1 00 мм, применяется для более тонких работ, чем напильник длиной 300 мм. И для первого из них драчевой, личной и бархатной могут называться, например, насечки с шагом 17,22 и 28 зубьев на см, соответственно, а для второго это будет 8, 11 и 1 4 зубьев на см. Получается, что бархатная насечка напильника длиной 300 мм грубее, чем драчевая насечка напильника длиной 100мм.
В любом случае речь может идти только о приблизительном соответствии. В таблице 7-13 это соответствие показано для напильников длиной от 100 до 350мм.
Соотношение между числом зубьев на сантиметр, длиной напильников и их классификацией на драчевые, личные и бархатные.
| Классификация | Число зубьев на сантиметр для напильника длиной: | |||||
| 100мм | 150мм | 200мм | 250мм | 300мм | 350мм | |
| Драчевый Личной Бархатный | 17 22 28 | 13 18 22 | 10 14 18 | 9 12 16 | 8 11 14 | 7 10 13 |
Для тонкой обработки различных материалов мастера используют несколько видов инструментов. Одним из самых распространенных является надфиль. Приспособление широко применяется во многих областях быта. Чтобы работа надфилем была максимально эффективной, стоит разобраться в его разновидностях, тонкостях, характерных отличиях от напильника и рашпиля.
Блок: 1/9 | Кол-во символов: 348
Источник: https://2lzz.ru/ruchnoj-instrument/nadfil-chto-eto-takoe
Содержание
- 1 Что такое напильник и зачем он нужен
- 2 Об инструменте
- 3 Внешний вид и формы напильников
- 4 Чем отличается от напильника?
- 5 Разновидности напильников
- 6 Правила выбора напильника
- 7 Принцип действия
- 8 Особенности и сфера применения рашпиля
- 9 Общие сведения
- 10 Особенности конструкции и виды напильников
- 11 Классификация напильников
- 11.1 Маркировка
- 11.2 Виды насечек и их нумерация
- 12 Набор рашпилей для домашней мастерской
- 13 Рашпили и надфили
- 14 Особенности использования инструмента
- 15 Что такое рифель и для чего он нужен?
- 16 Рашпиль
- 17 Заключение
- 18 Что такое тарированный напильник
- 19 Производители напильников
Что такое напильник и зачем он нужен
Конструктивно напильник – очень простой инструмент. Он представляет собой стальную пластину, на которую нанесена насечка. Насечка может иметь разную глубину и профиль, что определяет сферу применения инструмента. В процессе работы его держат за ручку, изготовленную из дерева или различных композитных материалов. Инструмент, предназначенный для грубых (обдирочных) работ, может иметь две ручки и внешне напоминать привычный рубанок.

Задача напильника состоит в том, чтобы удалить тонкий слой древесины, тем самым выравнивая поверхность заготовки и придавая ей требуемую форму. В принципе, все это делает и шлифовальная машина, но ею крайне проблематично выполнять тонкую работу.
Блок: 2/7 | Кол-во символов: 719
Источник: https://DrevoGid.com/instrumenty/napilnik.html
Об инструменте
 Надфиль – это небольшой металлический брусок с ручкой.
Надфиль – это небольшой металлический брусок с ручкой.
На рабочей зоне имеются насечки.
Этот инструмент отлично подходит для заточки, опиливания, выравнивания стекла, керамики, твердых сплавов.
Надфиль может иметь разную длину, геометрическую форму. Параметры установлены регламентом ГОСТ, указываются на рукоятках предмета.
Блок: 2/9 | Кол-во символов: 335
Источник: https://2lzz.ru/ruchnoj-instrument/nadfil-chto-eto-takoe
Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.
Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
• в виде плоского прямоугольника;
• круглыми;
• полукруглыми;
• овальными;
• ромбическими;
• в виде равностороннего или тупоугольного треугольника.
Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Блок: 3/13 | Кол-во символов: 684
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Чем отличается от напильника?
Надфиль нередко называют мини-напильником или напилком. Со «взрослым» напильником они являются ближайшими родственниками, но отличия имеются. Рашпиль также относится к обрабатывающим орудиям труда, хотя имеет свою специфику. В чем разница между надфилем, напильником и рашпилем:
| Характеристика | Надфиль | Напильник | Рашпиль |
|---|---|---|---|
| Размер рабочего полотна | От 80 до 160 мм | От 100 до 400 мм | От 140 до 350 мм |
| Размер насечек | Мелкий | Средний | Крупный |
| Для чего нужен | Ювелирные, граверные, стекольные работы, зачистка мелких и труднодоступных деталей в остальных сферах | Слесарные работы, обточка крупных твердых элементов | Столярные, слесарные работы, выравнивание резины, мягких металлов, дерева, кожи |
По сути, все указанные инструменты являются напильниками. Они предназначены для снимания верхнего слоя с материалов путем соскабливания, стачивания. Однако надфиль дает самый гладкий результат и рассчитан на более тонкую обработку, выпиливание четких форм, это и есть его главное отличие от простого напильника.
Блок: 3/9 | Кол-во символов: 1006
Источник: https://2lzz.ru/ruchnoj-instrument/nadfil-chto-eto-takoe
Разновидности напильников
Промышленность предлагает различные виды данного инструмента, большинство из которых универсальны и с одинаковым успехом могут использоваться для тонкой обработки дерева и металла. По виду режущей части различают инструмент:
- с одинарной насечкой;
- с двойной крестовой насечкой;
- для дерева с дуговой насечкой;
- с рашпильной насечкой;
- штампованный напильник.

Отдельно стоит отметить инструмент, предназначенный для тонких работ с миниатюрными деталями. Надфиль по дереву – это тот же напильник, но имеющий меньшие размеры, что делает его незаменимым при изготовлении небольших поделок из дерева и других мягких материалов. Для тех же целей используют и разновидность надфилей – рифели. Их рабочая часть изогнута, что заметно облегчает изготовление мелких деталей сложной формы.

Все напильники вне зависимости от их предназначения классифицируют по сечению рабочей части. Более всего востребован инструмент следующего профиля:
- плоский (прямоугольный);
- квадратного и круглого сечения;
- треугольный;
- полукруглый;
- ромбический.

Форма инструмента, размер, глубина и вид насечки подбираются в зависимости от типа выполняемой работы. Чем грубее обработка, тем крупнее должна быть насечка и больше ее шаг. Из этого можно сделать вывод, что в домашней мастерской должен быть не один напильник, а целый набор подобных инструментов с разными характеристиками.
Блок: 3/7 | Кол-во символов: 1373
Источник: https://DrevoGid.com/instrumenty/napilnik.html
Правила выбора напильника
- Хороший напильник должен иметь четко выраженные насечки.
- Следует выбирать поверхность, которая имеет равномерный цвет.
- Ручка должна быть плотно прикреплена к хвостовику.
- Желательно покупать инструменты проверенного производителя.
Хранить напильники необходимо в сухом, специально предназначенном для этого месте, отдельно от других инструментов.
Блок: 2/2 | Кол-во символов: 381
Источник: http://www.escada-instrument.ru/poleznaya-informaciya/state-vidi-i-primenenie-napilnikov.html
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.
Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Блок: 4/13 | Кол-во символов: 538
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Особенности и сфера применения рашпиля
В столярном деле часто используется отдельный вид напильника, называемый рашпилем по дереву. На первый взгляд эти два инструмента похожи, но между ними имеются серьезные отличия. Дело в том, что насечка рашпиля выполнена в виде отдельных заусенцев разной формы. Благодаря подобной конфигурации инструмент не забивается и может быстро обработать большую поверхность.

Обратите внимание! Рашпиль незаменим в тех случаях, когда использовать другие методы обработки поверхности (пила, рубанок) нецелесообразно.
Например, нужно удалить несколько миллиметров с торцевой поверхности небольшой дощечки. Пила с высокой долей вероятности испортит заготовку, использовать рубанок невозможно из-за небольшой длины доски, простым напильником работать долго, к тому же он будет постоянно забиваться опилками.
Блок: 4/7 | Кол-во символов: 835
Источник: https://DrevoGid.com/instrumenty/napilnik.html
Общие сведения
Итак, надфилем можно назвать небольшой напильник, который имеет длину порядка 80 или 120 мм (также, встречаются надфили 160 мм), у которых рабочая часть имеет длину порядка 50-80 мм. Сама же рабочая часть инструмента имеет мелкую насечку – одинарную ли двойную перекрестную. В случае с двойной насечкой, главная насечка располагается под углом в 25°, а вторая, вспомогательная насечка наноситься под углом в 45°. Кроме того, надфили бывают и с квадратным сечением (это касается игольчатых надфилей).
Отличием использования надфиля от напильника является то, что данный инструмент предназначен для обработки или зачистки (в том числе и подгонки) мелких деталей – во время лекальных или граверных работ, при ювелирных работах и обработке мелких отверстий, и так далее.
Блок: 2/3 | Кол-во символов: 785
Источник: http://www.megastroika.biz/index/0-603
Особенности конструкции и виды напильников
Вернемся к современным напильникам, используемым в качестве столярно-слесарного инструмента.
Конструкция такого инструмента не слишком изменилась с течением времени. Это по-прежнему металлический брусок различной формы с насечками. Рабочая часть напильника заканчивается хвостовиком, на который может быть надета рукоятка. Существуют и автоматизированные напильники (речь о специальных станках и электрическом инструменте), но в бытовых условиях их использование не слишком актуально. Именно поэтому оставим их за рамками материала.

Отметим виды напильников. С учетом специфики использования выделяют:
1. Слесарные напильники общего назначения;
2. Слесарные напильники для специальных работ;
3. Автоматизированные (машинные и ленточные) напильники;
4. Рашпили;
5. Надфили.
Слесарные напильники общего назначения используются как в профессиональной сфере, так и в быту. Это один из наиболее распространенных видов данного инструмента, который чаще всего и подразумевается при его упоминании.

Слесарные напильники для специальных работ применяются для уменьшения больших припусков, работы с пазами, криволинейными поверхностями, цветными металлами и неметаллическими материалами.
Машинные напильники устанавливаются в инструментальные станки. Их применение актуально при наличии большого объема работ. Именно поэтому наряду с представителями предыдущего вида машинные напильники популярны преимущественно на производстве. Ленточный напильник – это автоматизированный ручной инструмент, используемый, например, для обработки сложных по форме криволинейных поверхностей. Его отличает высокая производительность (по сравнению с ручными напильниками).

Рашпили отличает крупная и редкая насечка, которая обеспечивает высокую производительность работы, но одновременно грубую обработку материала. Такой инструмент часто используется при работе с камнем, деревом или пластиком.
Надфили изготавливаются из металлических прутьев. Их отличает мелкая насечка. Такой инструмент удобен для обработки и шлифовки мелких пазов, деталей и отверстий. Надфили делятся на обычные и покрытые алмазным напылением. Первые используются для обработки металла и дерева. Вторые – для обработки камня, стекла, керамики и др.
По форме поперечного сечения напильники делятся на плоские, квадратные, круглые, полукруглые, ромбические, треугольные, ножевидные и др.

По характеру насечек выделяют напильники:
а) с простой одинарной насечкой;
б) с двойной или крестовой перекрестной насечкой;
в) с точечной рашпильной насечкой;
г) с фрезерной дуговой насечкой.

Простая одинарная насечка удобна при обработке цветных мягких металлов и некоторых неметаллических материалов, обладающих незначительным сопротивлением к механическому воздействию. Кстати, именно такая насечка применяется при изготовлении отдельных видов специальных напильников (например, применяемых для заточки пил).
Двойная насечка усиливает воздействие на поверхность материала, что позволяет использовать такие напильники для работы со сталью, бронзой, чугуном и т.д. Напильники с простой и двойной насечкой позволяют добиться относительно грубой обработки поверхности материала.
Подвидом двойной является перекрестная насечка. По сути, это сочетание основной (для более глубокой обработки) и вспомогательной (для шлифовки) насечек. Такое расположение и сочетание позволяют добиться качественной обработки поверхности материала.
Точечная насечка (в виде маленьких заусениц на рабочей части напильника) актуальна при обработке кожи, мягких пород дерева, резины.
Наконец, дуговая насечка за счет особой формы позволяет добиться высокой производительности работ и хорошего качества обработки поверхности. Применяется при работе с цветными металлами и деревом.
Напильники делятся на шесть классов. А их насечки имеют номера от 0 до 5 (с учетом величины шага). Эти характеристики используются для обозначения эксплуатационных особенностей инструмента.
Напильники первого класса имеют насечки №№ 0-1, которые отличаются крупными редкими зубьями (от 4 до 12 штук на 10 мм). Такие напильники называют драчевыми. Они подходят для черновой обработки поверхности материала.
Напильники второго класса имеют насечки №№ 2-3. Для них характерно наличие 13-24 зубьев на 10 мм рабочей части инструмента. Такие напильники называют личными (ударение на второй слог). Они используются для более гладкой (чистовой) обработки .
Напильники третьего, четвертого, пятого и шестого классов имеют насечки №№ 4-5. Для них характерно наличие более 24 зубьев на 10 мм рабочей части инструмента. Такие напильники называют бархатными. Они полезны при финишной обработке поверхности материала.
Сводные характеристики ручных напильников представлены в таблице.
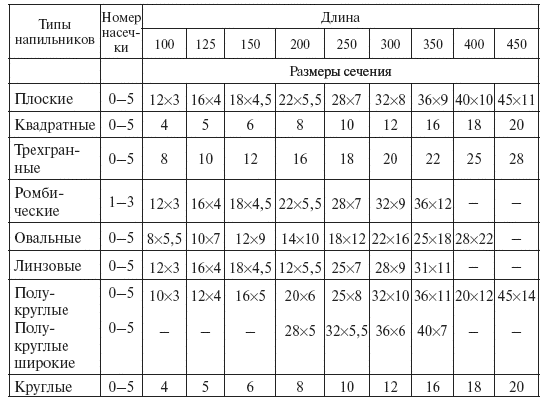
Блок: 3/5 | Кол-во символов: 4671
Источник: https://club.dns-shop.ru/post/16853
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
• для слесарных работ;
• спецназначения;
• надфили;
• рашпили;
• машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.
Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Блок: 5/13 | Кол-во символов: 2174
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Набор рашпилей для домашней мастерской
Домашнему умельцу, который занимается или только планирует заняться изготовлением изделий из дерева, без рашпилей не обойтись. Если окончательную шлифовку детали вместо напильника можно выполнить шлифовальной шкуркой, то для черновой работы нужен именно рашпиль. Конечно, данный инструмент должен быть не один. Даже начинающему мастеру стоит приобрести несколько самых ходовых разновидностей.

Совет! Подбирая рашпили для домашней мастерской, важно обращать внимание на материал и профиль рабочей части, материал и качество изготовления ручки, номер насечки.
Для изготовления качественного рашпиля используют углеродистую инструментальную сталь марки У7, У7А, У8. Она отличается высокой прочностью, долго держит заточку.

Одной из важнейших характеристик рашпиля является класс насечки. Различают 1-й и 2-й класс. Между собой они отличаются количеством зубьев и расстоянием между ними. Легко догадаться, что чем больше расстояние между зубьями, тем реже забивается инструмент, но тем грубее получается поверхность.

Работают рашпилем, удерживая его за ручку, следовательно, она должна быть удобной и надежной. Оценить удобство проще всего, взяв инструмент в руку. С оценкой надежности сложнее. Тут все зависит от производителя, его ответственности. Можно только отметить, что качественный инструмент должен иметь деревянную или двухкомпонентную прорезиненную ручку. На ней не должно быть трещин и сколов.
Блок: 5/7 | Кол-во символов: 1444
Источник: https://DrevoGid.com/instrumenty/napilnik.html
Рашпили и надфили
 Помимо инструмента слесарного типа, для работы с самыми разными поверхностями могут использоваться рашпили. Зубчики такого инструмента характеризуются большими размерами и выполнены в виде маленьких пирамидок, сзади которых находится канавка. Сечение рашпилей выполнено рядами и расположено перпендикулярно к основной оси. Рашпилями обрабатываются мягкие материалы: дюралюминий, алюминий и другие. Область использования приспособлений — производство изделий из жести и медицинская промышленность.
Помимо инструмента слесарного типа, для работы с самыми разными поверхностями могут использоваться рашпили. Зубчики такого инструмента характеризуются большими размерами и выполнены в виде маленьких пирамидок, сзади которых находится канавка. Сечение рашпилей выполнено рядами и расположено перпендикулярно к основной оси. Рашпилями обрабатываются мягкие материалы: дюралюминий, алюминий и другие. Область использования приспособлений — производство изделий из жести и медицинская промышленность.
Надфилями называются самые мелкие приспособления. Они могут использоваться для крайне тонкой обработки. Они также могут обладать разной формой, которая зависит от назначения приспособления.
У каждого домашнего мастера необязательно должны быть на вооружении все существующие разновидности этого инструмента. Достаточно обзавестись несколькими основными — круглым, треугольным и плоским напильников. Также рекомендуется иметь на руках набор надфилей и парочку рашпилей.
Блок: 6/6 | Кол-во символов: 984
Источник: https://ObInstrumentah.info/kakie-byvayut-napilniki-klassifikatsiya-i-naznachenie-instrumenta/
Особенности использования инструмента
Работа с напильником не требует особых знаний и навыков, тем не менее не стоит забывать о внимательности и осторожности. Неверным движением можно испортить заготовку, зазевавшись, можно пораниться. Чтобы работать было удобно и безопасно, обрабатываемую деталь необходимо зажать в тиски или зафиксировать несколькими струбцинами на верстаке.

Правой рукой берут напильник или рашпиль за ручку, левую кладут на край рабочей поверхности. Совершают возвратно-поступательные движения от себя – на себя. При этом левая рука слегка надавливает на инструмент. Хороший результат дает движение не перпендикулярно волокнам дерева, а несколько под углом.

Качество работы постоянно контролируют, для этого необходимо периодически сметать стружку щеткой с длинным ворсом. Ближе к завершению работы давление на инструмент снижают. При этом не надо стараться получить сразу идеальную поверхность, скорее всего, чтобы окончательно убрать шероховатости, придется поработать и наждачной бумагой.
Умение пользоваться напильником – навык полезный во всех отношениях. Этому несложно научиться, достаточно лишь немного потренироваться. Усердие и трудолюбие помогут освоить этот несложный инструмент, что наверняка не единожды пригодится в жизни. Стоит только отметить, что выбирать надо качественный инструмент, в противном случае простая работа может превратиться в настоящую каторгу.
Блок: 7/7 | Кол-во символов: 1401
Источник: https://DrevoGid.com/instrumenty/napilnik.html
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.
Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Блок: 8/13 | Кол-во символов: 340
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.
Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Блок: 9/13 | Кол-во символов: 441
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Заключение
Надфиль — неотъемлемый инструмент слесарных, столярных, ювелирных мастерских. Он часто нужен в быту и на производстве. Без этого инструмента сложно придать форму, законченный вид многим изделиям. Обычный напильник не подойдет для обработки мелких деталей, труднодоступных мест и элементов.
Надфиль весьма разнообразен по форме, твердости рабочей поверхности, зернистости, длине и ширине. Оптимальные параметры подбираются по конкретным нуждам. При частом пользовании предпочтительно иметь несколько функциональных вариантов.
Длительная эксплуатация и успешный результат возможны только при использовании инструмента по назначению.
Блок: 9/9 | Кол-во символов: 638
Источник: https://2lzz.ru/ruchnoj-instrument/nadfil-chto-eto-takoe
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.
Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
1. Черный HRC65
2. Голубой HRC 60
3. Темно-зеленый HRC 55
4. Светло-зеленый HRC 50
5. Желтый HRC 45
6. Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Блок: 10/13 | Кол-во символов: 906
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
- Зубр;
- Husqvarna;
- Intertool;
- Metabo;
- Makita;
- Металлист;
- Vira;
- Stayer;
- Master;
- Matrix;
- Сибртех;
- Mega;
- Stihl;
- Topex;
- Bosch и др.
Блок: 13/13 | Кол-во символов: 374
Источник: https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika
Кол-во блоков: 25 | Общее кол-во символов: 28376
Количество использованных доноров: 7
Информация по каждому донору:
- https://DrevoGid.com/instrumenty/napilnik.html: использовано 5 блоков из 7, кол-во символов 5772 (20%)
- https://instrumentn.ru/stolyarno-slesarnyj-razdel/vidy-napilnika: использовано 7 блоков из 13, кол-во символов 5457 (19%)
- https://club.dns-shop.ru/post/16853: использовано 2 блоков из 5, кол-во символов 6774 (24%)
- http://www.megastroika.biz/index/0-603: использовано 1 блоков из 3, кол-во символов 785 (3%)
- https://2lzz.ru/ruchnoj-instrument/nadfil-chto-eto-takoe: использовано 5 блоков из 9, кол-во символов 5810 (20%)
- https://ObInstrumentah.info/kakie-byvayut-napilniki-klassifikatsiya-i-naznachenie-instrumenta/: использовано 3 блоков из 6, кол-во символов 3397 (12%)
- http://www.escada-instrument.ru/poleznaya-informaciya/state-vidi-i-primenenie-napilnikov.html: использовано 1 блоков из 2, кол-во символов 381 (1%)
| Поделитесь в соц.сетях: | Оцените статью:
|