Видов метчиков довольно много (ручные, то есть для нарезания резьбы в ручном режиме), машинные конические и.т.д.
В целом, метчик, это инструмент для нарезания внутренней резьбы и причем та самая резьба может быть разной.
Обычно метчики продаются комплектом по 2, или три метчика в комплекте.
То есть не совсем правильно использовать только черновой, или только чистовой метчик и плюс к этим двум метчикам есть ещё и «промежуточный».
Определить не сложно, в первую очередь читаем информацию на упаковке (если покупается комплект) или на бирке к метчикам, там указывается и его номер в том числе.
Если упаковки нет, то внимательно осмотрите часть метчика ближе к «хвостовику».
Если там есть риски («канавки» по всему диаметру, они же кольцевые проточки, если так понятней), то одна риска, это первый номер, две риски второй, если рисок нет вообще, то это так называемый «чистовой» метчик.
Ещё вариант, смотрим на заходную часть метчика, если та самая часть более острая, то это метчик первый номер, если более «тупая» то это метчик второй номер.
Вот фото для наглядности.

Также внимательно осмотрите нанесенную маркировку на метчик, например вот такая маркировка «М12.1.1», означает что это метчик первый номер, маркировка «М12.1.2, это второй номер и для нарезания внутренней резьбы нужны оба метчика (важный момент) а не какой-то один.
Ещё вариант, внимательно присмотритесь к режущим «зубчикам» метчика у первого номера у них срезанные «вершины» в отличие от второго номера.
Да и заходная часть у первого номера больше чем у второго и это видно визуально.
Внешний вид (в зависимости от вида метчика) метчиков может быть разным, поэтому лучше ориентироваться на маркировку которая нанесена на самом метчике.
Есть ещё один «дедовский» метод, возьмите в руки гайку и пробуйте накрутить её на оба метчика, на чистовой метчик её накрутить будет проще чем на черновой.
Естественно и тип резьбы и шаг должны совпадать.
Есть и другие варианты (как отличить), но на мой взгляд, эти самые эффективные и не сложные.
Полный размер
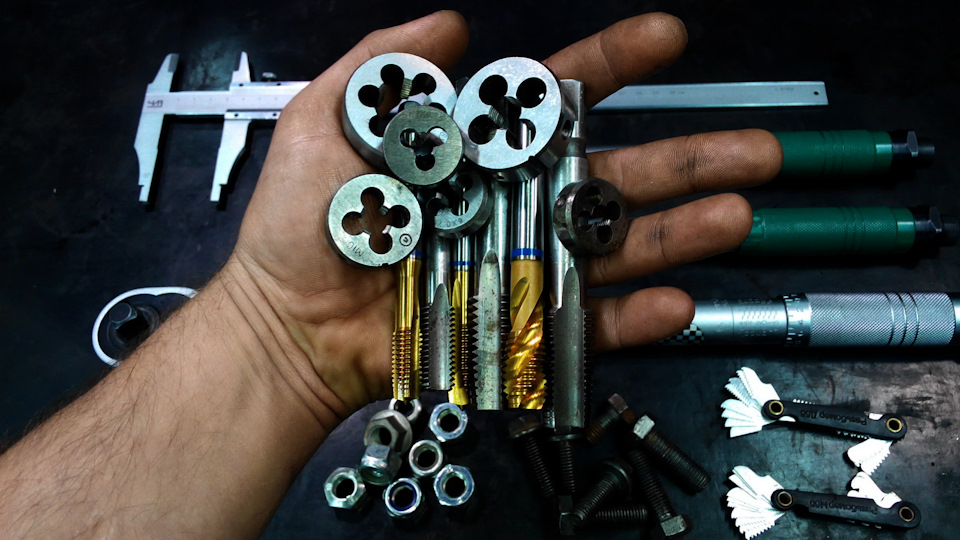
В видео подробно рассказано про метчики, плашки — их разновидности и как их правильно читать. Резьбомеры — метрический и дюймовый. Как узнать резьбу — диаметр и её шаг. Про её затяжку — динамометрическими ключами и угломером.
Кроме видео, ниже есть фотоотчет (фрагменты из видео) с описанием
в видео на 15:55 — ОГОВОРКА, перепутал метчики местами.

Полный размер
слева — для сквозных отверстий, справа для глухих отверстий

Полный размер
слева №2 (калибровочный), справа комбинированный (черновое нарезание резьбы и ее калибровка)

Полный размер
слева №1 (черновой), справа №2 (калибровочный)

Полный размер
жёлтый — комбинированный, справа №1 (черновой), посередине №2 (калибровочный)

Полный размер
если после диаметра резьбы (М — метрическая, 10 — её диаметр) ничего не написано (шаг резьбы) — значит она стандартная. Если шаг резьбы не стандартный — он указывается сразу после диаметра.

Полный размер
не всегда дорогая и качественная плашка наворачиваться на новый болт. Для этого применяются резьбовые калибры, комплект состоит из 2 штук с с надписями ПР и НЕ (ПР — проход, НЕ — непроход)

Полный размер
читаем метчик — М12 2. Резьба метрическая, диаметр 12, шаг резьбы стандартный, №2 (калибровочный)

Полный размер
читаем метчик — М20Х2 Н1. Резьба метрическая, диаметр 20, шаг резьбы 2.0 нестандартный, №1 (черновой)

Полный размер
читаем метчик — М18 Н1. Резьба метрическая, диаметр 18, шаг резьбы стандартный, №1 (черновой)

Полный размер
резьбомеры. Буква М — означает, что он для метрических резьб. Буква Д — означает, что он для дюймовых резьб.

Полный размер
сравнение метрической и дюймовой резьбы (очень похожи, но витки никогда се сойдутся). Сверху метрическая с шагом 1.75, снизу дюймовая с шагом 14 ниток (витков) на дюйм.

Полный размер
узнаем диаметр и шаг резьбы болта ГБЦ. Для начала штангенциркулем замеряем диаметр — 11,75 — 11.80мм

Полный размер
подбираем нужный калибр (в данном случае 1.75) из набора в резьбомере. Получаем следующие параметры резьбы данного болта ГБЦ — резьба метрическая, диаметр 12, шаг 1.75, длинна резьбы 28мм.

Полный размер
для затяжки резьбы используем подходящий динамометрический ключ. Они бывают разные по усилию момента затяжки. На каждом есть свои таблицы усилий в в ньютонометрах и килограммах
Полный размер
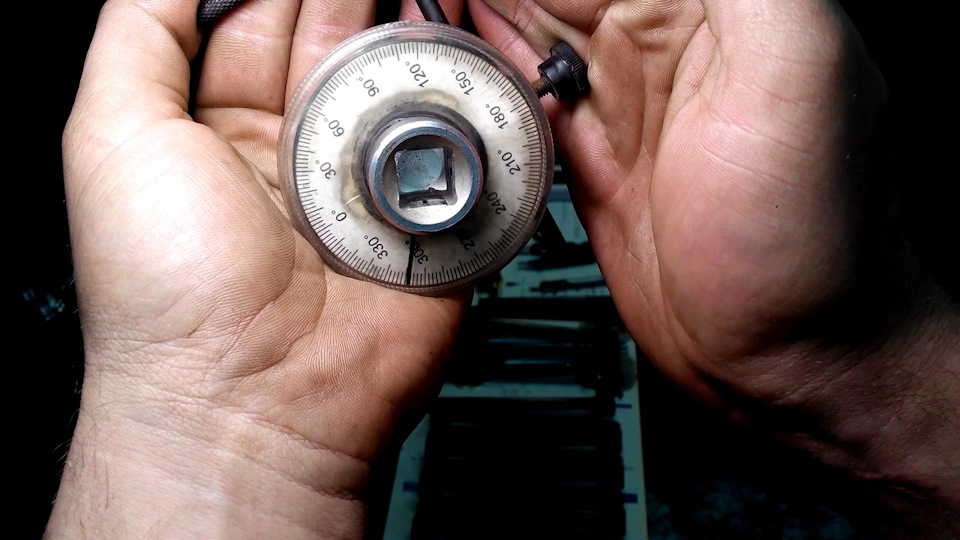
также используется способ затяжки резьб на угол в градусах. Иногда на одной резьбе используются сразу 2 способа затяжки (усилие момента затяжки, потом доворот на градусы

Полный размер
так же не меньшее внимание нужно уделять профилю оснастки. Некоторые производители любят эксклюзив, например профиль М, не портите себе нервы и шлицы оснастки, пытаясь в болт с профилем М10 всунуть профиль Т 50-55. 55-не влезает, 50-ка — проворачивается.
Надеюсь, было интересно. Делитесь записью с друзьями (или знакомыми), возможно они тоже ищут эту информацию.
С уважением, ваш Серёга БЕРЁМ И ДЕЛАЕМ
I am the master of this game and everybody knows my name (Saliva)
На чтение 4 мин Просмотров 3.5к.
Метчик – металлорежущий инструмент для нарезания внутренней резьбы. Используются для конструкций с резьбовым соединением. Видов их достаточно много, рассмотрим основные и наиболее часто используемые как в быту, так и на производстве, их размеры, качество и примерные цены.
Содержание
- Метчики метрические
- Шаг резьбы
- Гаечный метчик
- Левый метчик
- Метчики трубные
- Трубные конические метчики
- Качество метчиков
Метчики метрические

Метрические
Они измеряются в миллиметрах, имеют метрическую систему измерения, не так как трубные — в дюймах. В маркировке имеют букву «М», что и означает метрический. К примеру, если идёт маркировка М8 или М18 – это означает, что можно нарезать резьбу на 8мм и на 18мм.
Размеры метрических метчиков: от 2мм до 60мм, размерный ряд очень широк, можно получить практически любую резьбу.
Шаг резьбы
Расстояние между витками резьбы. Он может быть разным, как мелким, так и крупным.
Каждый размер метчика имеет свой основной шаг. Чем больше размер, тем больше основной шаг. Помимо основного есть и несколько видов дополнительных шагов, но крупнее чем основной они быть не могут, только меньше. Приведу пример: метчик М10 имеет основной шаг 1,5, бывает и (М10*1) (М10*0,75) (М10*0,5), заметьте, что все дополнительные шаги меньше основного (т.е. витки очень частые).
Нарезают резьбу при помощи воротка (машинно-ручным метчиком или ручным), для чего предусмотрен квадрат на хвостовике для зажима в вороток.

Зажат в метчикодержатель
Чисто машинный не предусматривает захвата под вороток, вручную нарезать не получится, только на станке.
Статья про то, как правильно нарезать резьбу и какое отверстие нужно высверлить перед нарезанием.

Если не знаете точный размер заготовки, перед нарезкой нужно воспользоваться штангенциркулем для измерения внешнего диаметра детали, на которой будете резать резьбу.
А шаг резьбы можно измерить с помощью резьбомера.
Продаются метчики в основном комплектами из 2шт (первый и второй номера). Сначала проходят первым, он имеет более острый заход, потом вторым (чистовым), заход у него более тупой.
Если требуется просто поправить резьбу, то можно купить не комплектный, а одиночный (штучный). Выйдет дешевле, в два то раза точно.
Гаечный метчик

Всегда длиннее обычного ручного
Он всегда одиночный. Используется, как правило, для сквозной резьбы. Узнать его довольно просто, он заметно длиннее, чем машинно-ручной. Заход у него острый, как у первого номера комплектного.
Левый метчик

Левый
Его назначение – нарезка левой резьбы. Имеют в маркировке латинские буквы «LH». Применяется довольно редко. К примеру, винт у патрона для дрели. Если бы он был с правой резьбой, то вполне мог выкрутиться со временем сам по себе, так как патрон крутится вправо, поэтому и делают левую резьбу.
Ещё такие метчики используют для того, чтобы выкрутить обломок болта в заготовке, в болте высверливают отверстие и загоняют левый метчик, когда он доходит до упора, болт выкручивается. Получается, что используется как экстрактор.
Метчики трубные

С буквой “G”
Измеряются не в миллиметрах, а в дюймах, используется другая измерительная система.
В маркировке такие имеют букву «G». Используются для трубной резьбы.
Например, G 1/2 , G 3/4, G1, это означает, что предназначены для резьбы полдюйма, три четвери дюйма и один дюйм.
Размеры имеются от 1/8 до 2 дюймов, встречаются такие как 5/8 7/8 5/6 3/8 – эти размеры достаточно редкие, самые ходовые это 1/2 3/4 и 1 дюйм, такие наиболее часто используются для систем водоснабжения жилых жомов.
Продаются, как правило, комплектами из 2 штук: с острым и тупым заходом.
Трубные конические метчики
Нужны для нарезки резьбы под конус.

Трубный конический
Такие имеют в маркировке букву «К» — конический.
Качество метчиков
Сталь идёт в основном быстрорежущая: Р6М5 (наиболее часто используемая), HSS.

Отличное качество
Предпочтительнее конечно Р18, но они редко встречаются в наше время, такие метчики ещё со времён СССР, иногда со знаком качества,
если нашли такой, смело берите – вещь отличная.

Ещё бывают из углеродистой стали У7 (например фирмы «Рекос»). По качеству они заметно проигрывают быстрорезу. Ими вполне можно воспользоваться для мягкого металла, типа алюминия, или цветного металла, или просто поправить резьбу, а вот для ответственных работ брать такой не советую, они достаточно хрупкие и могут просто обломиться при работе, особенно в твердой стали.
Доставать такой обломок будет непросто, его придётся высверлить, плюс ко всему купить левый метчик или экстрактор.
Единственный их плюс – это цена, они заметно дешевле быстрореза, примерно в 2,5 раза.
Примерная цена: М8 – 80руб, М10 – 85руб, М18 – 125руб, М27 – 200руб.
Цена на быстрорежущие Р6М5 львовского завода, Украина: М8 – 200руб, М10 – 250руб, М18 – 540руб, М27 – 750руб.
Как видим разница очень ощутимая.
Содержание
- Понятие метчика для нарезания
- Предназначение
- Конструктивные особенности
- Принцип работы
- Государственный стандарт (ГОСТ)
- Классы точности
- Маркировка
- Видовое разнообразие: классификация
- По назначению
- По конструкции
- По типу нарезаемой резьбы
- По материалу изготовления
- Критерии выбора метчика: на что обратить внимание
- Как правильно самостоятельно нарезать резьбу метчиком
- Возможные проблемы и сложности
Резьба на металлических деталях создается с помощью специального приспособления – метчика. Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.

Понятие метчика для нарезания
Метчик – это профильный инструмент, предназначенный для резки в заготовках с отверстиями внутренней резьбы. Внешне такое приспособление представляет собой металлический винт с проделанными в нем канавками.
Предназначение
Использоваться метчики могут как в промышленности, так и домашними мастерами.
С их применением подготавливаются резьбовые соединения в ДВС, магистральных сетях, узлах промышленного оборудования. Используются такие устройства и при ремонте деталей с уже нанесенной, но сорванной резьбой.
Конструктивные особенности
Современные метчики имеют продуманную конструкцию, позволяющую создавать максимально качественную внутреннюю резьбу. Основными их элементами являются:
- заборная часть;
- хвостовик с зажимной зоной;
- калибрующая часть;
- квадрат.

Зубцы на метчике, посредством которых делается нарезка, могут располагаться с разным шагом. По всей длине приспособления предусматриваются канавки, выполняющие одновременно 2 функции: удаление стружки и подачу в зону обработки смазывающей, охлаждающей жидкости. Количество таких канавок может варьироваться от 2 до 6.
Заборная зона инструмента отличается конической формой, а калибрующая – цилиндрической. Такая конфигурация позволяет уменьшить трение между элементами в процессе нарезки, а также добиться того, чтобы готовый результат получился максимально точным.

Принцип работы
Работает стандартный метчик за счет своего вращения. Совершать обороты приспособление при резке может в любом направлении в горизонтальной плоскости. Чаще всего вращение происходит вправо. Иногда на деталях требуется нанести левую резьбу. Для выполнения такой работы применяется левосторонний метчик.
Работа инструментом может производиться вручную или на промышленном станке. Нарезка выполняется на заготовке с уже имеющимся в ней отверстием. Иногда его приходится просверливать на месте. Резьба чаще всего создается по стандартным размерам ГОСТ.

Для выполнения резьбы отверстие может обрабатываться в несколько проходов или в один. Рабочая часть приспособления подразделяется на калибровочную и режущую зоны.
Первая формирует профиль резьбы в процессе ее нанесения, обеспечивает движение метчика по уже созданным виткам.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
.jpg)
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.

Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
.jpg)
Наносятся отметки на хвостики метчиков.
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:
- ручные;

- машинные;

- машинно-ручные.

При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.

Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:
- Бесканавочные инструменты подходят для работы на вязких материалах. Канавки они имеют короткие. Такими метчиками производится нарезка в деталях из низкоуглеродистых сталей.

- У ступенчатых приспособлений рабочая зона состоит из 2 частей. Первая – наносит резьбу, а вторая ее выглаживает.

- У устройств винтового типа канавки прокладываются спиралью. Этот вариант инструментов применяется на современных станках высокой производительности.

- В конструкции комбинированных инструментов имеется сверло. С помощью приспособления такого типа в заготовке резьба создается одновременно со сверлением отверстия.

- Инструменты колокольного типа предназначаются для резки на заготовках большого диаметра. Конструктивно они включают в себя несколько режущих частей, установленных в единой оправе.

- Метчики – протяжки устанавливаются в токарных станках. Применяются они для обработки заготовок по сквозным отверстиям.

Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:
- метрические;

- трубные;

- дюймовые.

Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| Типоразмер метчика | Диаметр отверстия, мм | Шаг резьбы основной |
|---|---|---|
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Трубные инструменты бывают цилиндрические либо конические. Нужны такие инструменты для создания надежных соединений частей трубопроводов.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.
.jpg)
Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.
В заготовках из труднообрабатываемых материалов нарезка выполняется твердосплавными инструментами.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.

Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Показатель метчика должен немного превышать этот параметр. Только при таком соотношении можно будет наносить точную резьбу.
Как правильно самостоятельно нарезать резьбу метчиком

Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:
- Заготовка надежно зажимается в стандартных тисках. Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно.
- В заготовке сверлится отверстие. Сверло при сверлении удерживается строго вертикально.
- Сверло подбирается исключительно остро заточенное для предотвращения перегрева металла при работе. Резьба, нанесенная на перегретой стали, получается менее прочной. Готовое отверстие зенкуется. В глухих пазах выполняется припуск по глубине.
- Резка производится точными, размеренными движениями посредством воротка. При комплексном применении метчиков не допускается пропуска номеров. Сначала должен использоваться черновой инструмент, затем – средний и на заключительном этапе – чистовой.
- После каждого оборота воротка дается половина оборота в другую сторону для избавления от стружки путем выбрасывания ее из канавок.
- После резки производится прочистка отверстия. Сквозные пазы проходятся ершиком из проволоки, глухие чистятся методом продувки.
- На заключительном этапе выполняется проверка готовой резьбы с помощью болта или винта. Последние должны заходить в отверстие плавно, без усилия и перекоса.

Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| Диаметр резьбы | Шаг | Диаметр сверла |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.
Возможные проблемы и сложности
При нарушении технологии использования или из-за износа устройства при нарезке резьбы могут ломаться. Такая ситуация всегда перерастает в трудноразрешимую проблему. Изготавливаются метчики из лучших марок сталей. Поэтому высверлить оставшуюся в отверстии часть сломанного инструмента стандартным сверлом невозможно.
Таким образом, допускать поломки инструмента нельзя. Чтобы такого не случилось, во время работы следует соблюдать следующие правила:
- отверстие в заготовке нужно сверлить достаточно большое;
- во время работы нельзя допускать перекосов;
- к воротку не стоит прикладывать слишком большие усилия;
- нельзя забывать делать обратный половинный оборот для удаления стружки.
Высверлить сломавшийся фрагмент инструмента из отверстия невозможно. Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Другой проблемой использования метчиков является их слишком быстрый износ. Происходит так, когда во время работы в зону резания подается недостаточное количество СОЖ. Сильно изнашивается приспособление и при недостаточно высокой скорости нарезки.
В некоторых случаях поверхность выполненной резьбы может получаться рваной. Так происходит или из-за слишком высокой скорости нарезки, или из-за того, что на режущей кромке инструмента образовался нарост.
Чтобы избежать образования наростов, метчики для работы следует выбирать правильно. Для мягких материалов полагается использовать устройства без покрытия, для нержавеющих сталей – с покрытием типа V. Образовываться нарост может и из-за низкой скорости резания или недостаточного подвода СОЖ.

Для нарезания внутренней резьбы потребуется метчик. Они бывают 2 видов — метрические и трубные. Первые для обычной метрической резьбы(такая идет на болтах, гайках), трубные — соответственно для резьбы на трубах. Метрические в своем обозначении-маркировке имеют букву М, трубные — G, К или RC.
Метрические машинно-ручные

Маркировка — буква М, далее идет диаметр резьбы и шаг. Для каждого диаметра резьбы существует несколько шагов(мелкий, средний, стандартный), конечно шаги начинают увеличиваться с увеличением диаметра. К примеру, стандартная резьба М5 имеет шаг 0.8, больше шагов на диаметр 5 не бывает. Однако уже на 6 мм резьба бывает стандартная на 1 мм, а также мелкая на 0.75 мм(более редкая и невостребованная). Резьба на 10 мм имеет стандартный шаг 1.5, также бывает 10*1 и 10*1.25.
Чаще всего метчики продаются комплектами по 2 штуки — черновой(для первоначальной нарезки) и чистовой(для прочистки резьбы). Первый номер имеет более острый заход, второй — более тупой. Еще часто для обозначения первого и второго используют черточки, на черновом — 1 полоска, на чистовом — 2.
Для метчиков со стандартной резьбой шаг резьбы не пишут, обозначают просто — М10(стандартный шаг 1.5) или М8(стандарт 1.25). Статья по теме — таблица стандартных шагов для диаметров резьбы. Там же можете узнать, какое сверло подходит для какой резьбы — информация более чем полезная. Узнать шаг резьбы сможете с помощью резьбомера — набор шаблонов шагов. Для метрической резьбы — один резьбомер, для трубной — другой(на 55 градусов).
Трубные
Бывают 3 видов:
1. Трубная цилиндрическая — обозначение G
2. Трубная коническая — маркировка К
3. Коническая дюймовая — обозначается RC
Особо заморачиваться не стоит, стандартная резьба для труб — трубная цилиндрическая(имеет обозначение G, G1/2″ — на полдюйма, G1″- резьба на дюйм и так далее по аналогии).

В хозяйстве чаще всего используются — G 1/2″, G 3/4″, G1″, G 1 1/4″(дюйм с четвертью) и 1 1/2″(полтора дюйма).
Цена и качество инструмента.
Речь пойдет о качестве металла. По большому счету, видов стали всего два: углеродистая сталь(У7) и быстрорежущая(р6м5, р18, HSS).

Если вы будете резьба нужна в мягком металле, то вполне сможете обойтись углеродистыми. Они гораздо дешевле быстрореза, раза в 2-3. К примеру, М6 углеродистый стоит 60 рублей, а из быстрореза — 170 рублей. Разница очевидна.
Качественные из быстрореза необходимы прежде всего для твердого металла(частенько у нас покупают для нарезки резьбы в легированной стали). Углеродистый при сильной нагрузке может сломаться, так что если вы выполняете ответственные работы, то не экономьте, покупайте из быстрореза.
Отличный производитель — Львовский завод, также любые метчики, сделанные в СССР, ищите или со знаком качества или из стали Р18 — найти их будет очень сложно, но качество у них просто отменное. Умели все-таки делать инструмент при СССР, не то, что сейчас — сплошной Китай, даже не знаешь, что и как выбрать. Но на этом сайте вы найдете только правдивую информацию, поэтому следуйте советам — не прогадаете. Насчет нормальных сверл по металлу можете почитать здесь.

Неплохие углеродистые У7 — фирма «Рекос», ими без проблем нарежете резьбу в обычном уголке, меди, оцинкованном железе. Те, что на фото выше — для дома вполне можно обойтись и ими, благо и качество у них более менее и цена невысокая.
Гаечный

Продается поштучно, в отличие от машинно-ручного. Он гораздо длиннее, чем машинно-ручной, заход у него очень острый(так что не подойдет для нарезания резьбы в глухом отверстие). Также бывают со стандартной резьбой, и с мелкой и средней. Больше ничем особым не отличается, ржет так же, как любой другой. Поэтому, если вам нужно нарезать пару отверстий по твердом металлу, а раскошелиться на комплект не можете, то покупайте одиночный, сэкономите процентов 40.
Для нарезания резьбы вам ещё понадобится метчикодержатель и масло(бытовое, машинное). Лучше брать отечественный держатель, а то все импортные сделаны из силумина(порошковый металл), некрепкие и часто ломаются.
Технология нарезания проста — сверлите отверстие(для каждого диаметра и шага свое), затем закрепляете метчик(сначала черновой) в держателе, капните пару капель масла на метчик и вертикально вставляете в отверстие. Заготовку желательно зажать в тиски, чтобы резьба не пошла косо. Потихоньку крутите по часовой стрелке (если правая резьба). Так и крутите, немного вперед, потом назад и опять вперед. Занятие сложное только для первого раза.
Левый

Для левосторонней резьбы существуют специальные метчики с маркировкой LH. Цена на них немного повыше, да и найти в продаже иногда бывает достаточно сложно. При нарезании не забудьте — крутить нужно против часовой стрелки.
Наборы метчиков и плашек
В нынешнее время на прилавках магазинов можно найти все, что угодно. Многие желают купить для дома сразу комплект метчиков и плашек. И в продаже они имеются и цена невысокая. Возникает вопрос — а стоит ли покупать наборы, как там с качеством? Отвечаю — на мой взгляд, покупать такие наборы стоит только для домашнего использования. Наборы китайские(больше никто не выпускает такие) и качество металла инструмента там не очень. Конечно, если вам такой набор нужен для дома, то можно купить, благо нарезание резьбы — дело нечастое. Из более менее приличных отметим фирму «Matrix». Хотя на мой взгляд, если уж хотите иметь качественный инструмент, то берите по раздельности. Много ли нужно для дома — размеры M4, M5, M6, M8, M10, M12 и такие же плашки. Конечно, это вытянет на 1000 рублей, за плашки еще рублей 400. Зато у вас будет действительно качественный инструмент и вы можете работать им по любому металлу. Решать, конечно же вам. да, кстати, плашки покупайте только из старых запасов, проверено лично — они в разы крепче современных.
Резьбовые соединения, как известно, надежны, универсальны и массово применяются в разных сферах и отраслях. Для формирования такого соединения требуется нарезание резьбы, где в обязательном порядке необходим слесарный инструмент под названием метчик.
В зависимости от требуемых характеристик будущей резьбы и способа использования инструмента применяют различные его виды.
Следует сразу уточнить, что наружная резьба нарезается винторезными дисками, плашками, прогонками, а вот внутренняя резьба – это зона ответственности как раз метчиков.
Содержание статьи
- 1 Назначение и принцип действия
- 1.1 Методы создания резьбы
- 2 Устройство и характеристики метчиков
- 2.1 Материал
- 2.2 Форма
- 2.3 Размеры и вес
- 3 ГОСТ
- 3.1 Классы точности
- 3.2 Маркировка
- 4 Виды метчиков
- 4.1 Ручной (слесарный)
- 4.2 Машинный
- 4.3 Машинно-ручной
- 4.4 Конический
- 4.5 Цилиндрический
- 4.6 Гаечный
- 4.7 Плашечный
- 4.8 Маточный
- 4.9 Трапецеидальный
- 4.10 Бесканавочные
- 4.11 Винтовые
- 4.12 Комбинированный метчик
- 4.13 Ступенчатые
- 4.14 Колокольные
- 4.15 Шахматные
- 4.16 Метчик-протяжка
- 4.17 Метчик-раскатник
- 4.18 Полые
- 4.19 Свечной метчик
- 4.20 Ловильные метчики
- 5 Стоимость метчиков
- 6 Заключение
Назначение и принцип действия
Метчик предназначен для создания внутренней резьбы в тупиковых и сквозных отверстиях с определенными геометрическими параметрами, либо же прогонки уже существующих резьбовых ниток.
Резьбонарезной инструмент применяют для работ по алюминию, меди, латуни и подобных вязких металлов.
Для этих целей обычно используют набор из 3-х единиц.

При обработке стали с высокими показателями твердости, например, нержавейки, в отдельных случаях пускают в ход до 5 метчиков.
В продаже можно найти метчики для работ специально по литому чугуну и бронзе, причем в процессе работы они не требуют охлаждающей смазки.
Метчиками также обрабатывают твердые и мягкие пластики.
В процессе работы метчик закрепляют в метчикодержатель, представляющий собой вороток, а затем вставляют инструмент рабочей частью в нужное отверстие.
Резьба нарезается путем проворачивания инструмента вокруг своей оси.
ПРИМЕЧАНИЕ:
В зависимости от задач резьба может быть как левой, так и правой, соответственно выбирается метчик, и проворачивание будет либо по часовой стрелке, либо против нее.
Естественно, профиль полученной резьбы полностью соответствует особенностям витков метчика.
При работе с конкретным материалом подбирают инструмент подходящей прочности, иначе возможна его поломка или повреждение.
Методы создания резьбы
В зависимости от типа метчика, резьба может быть сформирована несколькими способами:
- Нарезание резьбонарезными версиями инструмента, самый популярный и всем известный вариант.
- Раскатывание за счет пластического деформирования посредством раскатника (бесстружечного метчика).
Плюсы последнего варианта заключаются в том, что витки формируются не за счет срезания материала, а за счет его уплотнения, а следовательно в процессе работы не образуется стружка и нет необходимости создавать условия для ее отвода.

Кроме прочего, витки получаются надежными и прочными, обладают поверхностью лучшего качества.
Среди минусов следует отметить нарастание крутящего момента по ходу выдавливания и вероятность заклинивания метчика, что приводит к его поломке.
Устройство и характеристики метчиков
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

Как известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.

Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.
ГОСТ
ГОСТ 3266-81 разработан для ручных и машинных вариантов инструмента. Для гаечных моделей предусмотрен ГОСТ 1604-71, а ГОСТ 6951-71 создан для изделий с хвостовиком изогнутого типа.
Классы точности
Степень точности характеризуется, в первую очередь, допуском на средний диаметр резьбы.
Основываясь на информации, приведенной в ГОСТах, можно сделать следующие выводы касательно соответствия типа инструмента классу точности:
- Степень точности 1,2 и 3 – метрические метчики (как гаечные, так и машинно-ручные).
- Класс точности А2, А3, В1 – трубные модели.
- С и D – дюймовые.
- Класс 4 – ручной инструмент.
Маркировка
Надписи на инструменте указывают на основные и дополнительные характеристики метчика (в скобках приведен пример).
Маркировка начинается с типа и размера резьбы (М10), затем идет класс точности по PN-ISO (ISO2) или DIN (Н6).
Если резьба левая, добавляется аббревиатура LH. В случае, когда резьба имеет шаг нестандартной величины, после диаметра резьбы указывается обозначение шага.
Если инструмент изготовлен из закаленной нержавейки, он получает обозначение HSS.
Кроме основной маркировки, в хвостовой части может содержаться следующая информация:
- Сбег резьбы;
- Угол наклона канавок;
- Шаг спиральных канавок;
- Направление вращения канавок;
- Материал изготовления;
- Группа применения;
- Внутреннее охлаждение;
- Цифры номера производственной партии.
Виды метчиков
Профессиональные метчики делятся на большое количество видов по многим параметрам, включая назначение и конструктивные особенности.
Так, например, инструмент бывает с прямолинейной и винтовой канавкой, где последний вариант делится на:
- Правый спиральный – правозаходный инструмент, который используют в основном для работы с глухими отверстиями.
- Левый спиральный – для проходных отверстий. Тут стружка выходит в область перед метчиком, за счет чего сохраняется целостность сформированного только что профиля.
По типу резьбы различают следующий инструмент:
- Метрический (обозначается буквой М) – профиль представляет собой равнобедренный треугольник с 60-градусным углом у вершины.
- Дюймовый – с 55-градусным углом профиля. Шаг измеряется в количестве витков на один дюйм. Обозначаются иногда буквой –W.
- Трубный – с цилиндрической, либо же конической резьбой, может иметь разный наклон профиля, за счет чего предотвращается произвольное раскручивание соединения.

По количеству требуемых проходов для формирования готовой резьбы инструмент бывает:
- Однопроходный (одинарный) – имеет удлиненную рабочую часть, резьба начинается с «залысин» (сбега), что позволяет в один проход нарезать готовую резьбу с нуля.
- Многопроходные – продаются, как правило, комплектами, где для формирования резьбы используют последовательно каждый комплектный инструмент. Различают в основном двухпроходные (двухкомплектные) и трехпроходные (трехкомплектные) наборы.
Устройство метчика определяет его назначение, следовательно инструмент делится на:
Ручной (слесарный)
Предназначен для работы без использования станочного, либо другого оборудования, то есть вручную.
Как правило, поставляется комплектами.

Комплектные метчики включают черновой инструмент для работы начерно, средний для повышения точности витков, чистовой для доведения резьбы до окончательного вида и калибровки.
Машинный
Для установки в станковое оборудование, следовательно, нарезания резьбовых витков производят машинным методом.
Главное отличие от предыдущего варианта заключается в геометрии, которая обеспечивает более высокую скорость работы.

Сюда относится токарный метчик, разработанный специально для использования в центрах соответствующих станков, с хвостовиком другой формы.
Машинно-ручной
Может быть установлен как в патрон металлорежущего оборудования, так и использован в ручной работе.
В последнем случае резьба нарезается включительно с шагом до 3 мм.
В отличие от чисто ручного инструмента, этот вариант одинарный, но выполняется в нескольких исполнениях: для сквозных и тупиковых отверстий.
Отдельно чисто под установку в станок производятся метчики с укороченными и винтовыми канавками.

По сути, этот тип метчиков является универсальным.
Инструмент делится на следующие основные типы, исходя из конструктивных особенностей:
Конический
Применяется при формировании резьбы трубного, конического и метрического типа.
Характерной чертой является удлиненная заборная часть с неполными резьбовыми витками, плавно перетекающими в калибрующую часть, где уже наблюдаются полные резьбовые нити.
Конусный инструмент обычно устанавливают в станки, оснащенные системой автоостановки по окончании работы.
Цилиндрический
Применяется в основном для работы по глухим отверстиям.
Гаечный
Обладает удлиненной хвостовой частью, рассчитан на ручную или машинную работу посредством токарного станка.
Хвостовик получил функциональное удлинение, что позволяет выполнять нарезание нескольких последовательно подаваемых гаек без необходимости выворачивать метчик после каждой из них.

Инструмент с хвостовиком изогнутой формы применяют уже в полноценных гайконарезных автоматических станках.
В процессе работы гайки, по мере нарезания, сбрасываются без участия человека.
Плашечный
Используют для формирования резьбовых витков в плашках, причем всего за один проход.
Главное отличие от гаечных вариантов заключается в конусном заборном участке большого размера.
Маточный
Используется следом за предыдущим вариантом для зачистки резьбовых витков, причем как в только что подготовленных плашках, так и в уже использованных.
Тут канавки выполнены в виде правильной спирали.
Трапецеидальный
Предназначен для формирования резьбовых нитей трапецеидальной формы.
Такая резьба активно используется там, где требуется передать движение с высоким усилием.

Это, например, суппорты станочного оборудования, так как резьба без труда выдерживает серьезные нагрузки, являясь, к тому же, однозаходной.
Инструмент поставляется как комплектным, так и одинарным.
Бесканавочные
Отличаются отсутствием канавок, имеют короткую приемную часть конической формы.
На самом деле пара канавок есть, но они крайне короткие, находятся на конце резьбового участка, располагаются симметрично, а их ось наклонена относительно оси самого инструмента.
Следует отметить, что этот тип отличается повышенной прочностью, итогом чего становится почти полное отсутствие поломок, а также брака резьбы, обрабатываемой детали.
Еще один плюс – повышенный срок службы за счет рабочей части, которую можно несколько раз безболезненно перетачивать.
В отдельную категорию следует отнести специальные метчики, которые конструктивно могут сильно отличаться от классических вариантов, применяются они для выполнения специфической работы, а некоторые из них созданы для выполнения вполне конкретных задач:
Винтовые
Машинные варианты, предназначенные для скоростной обработки тупиковых отверстий.
Комбинированный метчик
Выполняет функцию одновременно нескольких инструментов, состоит из нескольких рабочих частей, разделенных между собой шейкой.
Яркий пример – метчик-сверло, где первая часть в прямом смысле является сверлом, за которым следом идет метчик.

При использовании такого инструмента нет необходимости заранее высверливать отверстие.
Ступенчатые
Модели, которые имеют сразу две рабочие зоны, где одна формирует резьбу, а другая ее сглаживает или калибрует.
Колокольные
Применяются, когда требуется сделать резьбу диаметром вплоть до 400 мм.
Шахматные
Снижают при работе трение из-за того, что на калибровочном участке зубья срезаны с пропусками, то есть, через один.

Метчик-протяжка
Для формирования резьбовых витков в сквозных отверстиях фактически любого диаметра посредством токарного станка.
Тут хвостовик инструмента фиксируется в резцедержателе, а сама деталь крепится в патроне.
Итогом деталь, подвергаемая обработке, вращается, в то время как метчик двигается посредством автоподачи суппорта.
Метчик-раскатник
Необходим для создания резьбовых витков методом пластического деформирования.
Учитывая, что при работе не образуется стружка, так как материал не режется, а, можно сказать, продавливается, такой метчик еще называют бесстружечным.
Применяется как для глухих, так и для сквозных отверстий.

Среди преимуществ следует отметить повышенный рабочий ресурс, возможность функционирования на больших скоростях, более качественную итоговую резьбовую поверхность за счет раскатывания, высокую прочность за счет большого диаметра сердцевины.
Полые
С полостью для подачи СОЖ, используется для тяжелой работы.
В итоге значительно повышается устойчивость инструмента, исключается его перегревание.
Свечной метчик
Изделие для восстановления свечных отверстий в свечных колодцах автомобильных двигателей.
В основном продаются в комплекте с футорками – это специальные элементы для обновления резьбы.

Обычно метчики имеют цельную конструкцию, однако, существует также сборный инструмент.
Конструкцией последнего предусматривается механическое крепление твердосплавных пластинок.
Они бывают регулируемые и нерегулируемые.
Диаметр последних не изменяется, в отличие от первых, которые способны компенсировать износ.
Также, если требуется нарезать резьбу большого диаметра, с целью экономии инструментального материала применяется именно регулируемый инструмент.
К регулируемым изделиям относятся и самовыключающиеся метчики, представляющие собой резьбонарезные головки для внутренней резьбы.
Кроме метчиков со стандартными хвостовиками, производится насадной инструмент с цилиндрическим посадочным отверстием и шпоночным, либо торцевым пазом.
ИНТЕРЕСНО:
Метчиками называется еще и другой специализированный геологоразведочный инструмент, предназначенный для вылавливания труб из скважин.
Ловильные метчики
Разработаны специально для вытаскивания из буровых скважин:
- Стальных труб ниппельного и муфтово-замкового соединения.
- Бурильных, утяжеленных, легкосплавных труб.
- Двойных, колонковых, обсадных труб и переходников к ним.

В нефтегазовой промышленности активно используется метчик-калибр освобождающийся (МКО), посредством которого выполняется ловля насосно-компрессорных труб за муфту.
Также он применяется для отвинчивания и подъема колонны труб по частям. В зависимости от модели варьируется и максимальный диаметр извлекаемых труб.
Корпус такого метчика представляет собой стальной стержень, в верхней части которого находится резьба замка бурильных труб, посредством которой выполняется соединение с последними.
Стоимость метчиков
Цена всех видов метчиков напрямую зависит от материала, из которого они изготовлены, размерностей резьбы, а также количества единиц в комплекте.
Для сравнения, одинарные модели М16 продаются по 200 – 300 рублей, а комплекты из 2-х штук по 300 – 900 рублей.
Свечной набор с футорками обойдется примерно в 1 т.р.
Ловильные метчики имеют более высокую цену, начинающуюся от 4,5 тысяч рублей.
Заключение
Метчик — это слесарный резьбонарезной инструмент, обойтись без которого порой невозможно, им можно не только нарезать новую резьбу, но и восстановить поврежденные витки в изделиях из разного материала.
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.


Изображение № 1: Стандартный машинно-ручной метчик
1. Стандарт резьбы.
Сегодня выпускают плашки с двумя стандартами: метрическим и дюймовым. Наиболее распространены метрические изделия, режущие края которых имеют конического типа лезвия.
2. Профиль резьбы.
Профиль на последних витках лезвий треугольной формы позволяет заворачивать гайки на восстановленную резьбу.
3. Принцип нарезания.
Использование метчиков ручного типа возможно в слесарном деле. При работе с вязкими сплавами (например, на основе титана) лучше применять инструменты машинного типа.
4. Вид плашки.
Распространение получили плашки разрезного, цельного и раздвижного видов. Цельные изделия создают резьбу наилучшего качества, поскольку отличаются высоким уровнем жесткости. Раздвижные используют в наборах, так как с их помощью удается сделать резьбу различных размеров.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.

Изображение № 2: Устройство метчика
- Ручные/машинные. Выбирайте вариант, который предназначен для соответствующего вида работ. При этом обращайте внимание на устройство изделия (винтовое, прямое, с укороченными канавками).
- Гаечные. Одиночный инструмент для сквозной резьбы прямой формы. Он длиннее машинно-ручного и имеет острый заход, аналогично первому номеру комплектного метчика.
- С вырезанной ниткой. Инструмент подходит для обработки листов и нарезания отверстий в пластинчатом металле.
- Слесарные. Предназначены для ручной нарезки отверстий. Поставляются в комплектах, состоящих из трех инструментов (чернового, чистового, среднего). Работу начинают с чернового, корректируют отверстие средним и шлифуют чистовым элементом.
- Конические. Подходят для выполнения резьбы на сквозных отверстиях. Заборная часть изделий имеет неполную, а калибрующая — полную резьбу.
- Плошечные. Подходят для изготовления предварительной резьбы. Имеют заборные конусы больших размеров.
- Маточные. Используются для зачистки резьбы. Основное отличие от других видов — наличие спирали с правой стороны.
- Бесканавочные. Подходят для длительных работ с высокой производительностью. Изделие имеет короткое основание приемного конуса без продольных канавок, что уменьшает вероятность поломок.
- Комбинированные. Это изделия, составленные из двух частей (черновой и чистовой, соединенных шейкой). Инструмент комбинированного типа сокращает время на выполнение работ. К примеру, вы можете купить сверло-метчик, который подходит одновременно для сверления и нарезания резьбы.
- Специальные. Изделия имеют узкую специализацию. К подобному типу относят насадные, корабельные и тандем-метчики.
Как выбрать сверло под метчик?
Как выбрать сверло под метчик, если вам необходимо нарезать резьбу определенного размера? Чтобы не ошибиться, помните о принципе создания отверстий. Дело в том, что при нарезании резьбы металл удаляется вместе со стружкой, выходя через режущие грани инструмента. Поэтому диаметры стрежней выбирают не по номинальному диаметру резьбы, а чуть меньше. Сориентироваться поможет таблица, размещенная ниже.

Таблица № 1: Рекомендуемые значения диаметров отверстий и стержней
Для чугуна и металлов высокой хрупкости диаметр сверла уменьшают на 0,1 мм от табличного значения. Для качественного выполнения дюймовой резьбы обращайте внимание на требуемый шаг и диаметр отверстия (смотрите таблицу ниже).

Таблица № 2: Диаметры отверстий под дюймовую резьбу
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.

Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида. Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей.
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.

Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Важные моменты по выбору и работе с метчиками
- Если вы решили купить метчики в наборе, используйте их в нужной последовательности, начиная с чернового, заканчивая чистовым. В ином случае возможна порча резьбы и поломка инструмента.
- Используйте вороток после того, как приступите к работе чистовым инструментом. Обычно о том, что необходимо применить дополнительное приспособление, говорит усилившееся сопротивление.
- Возьмите угольник, чтобы проверить перпендикулярность хода метчика относительно поверхности заготовки.
- Подберите правильную охлаждающую жидкость. При этом учтите, что заготовки из бронзы и чугуна нарезают без смазки. Сталь и латунь хорошо сочетаются с льняным маслом, алюминий — с керосином, медь — со скипидаром.
Больше полезной информации
Полезные обзоры и статьи
Все статьи