![]() Классификация напильников
Классификация напильников
Категория:
Опиливание металла
![]() Классификация напильников
Классификация напильников
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
Напильники делятся на следующие типы:
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
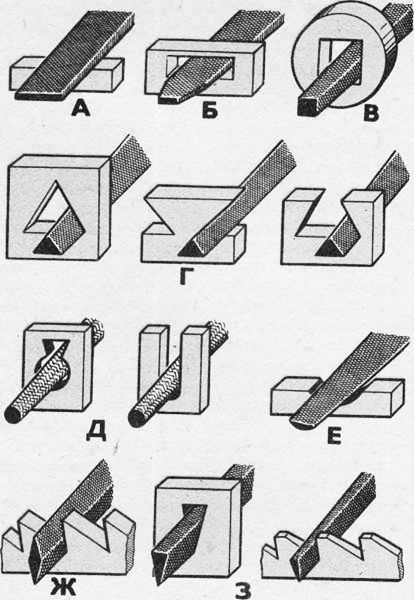
Рис. 1. Напильники по форме сечения:
А, Б — плоские, В — квадратные, Г — трехгранные, Д — круглые, Е — полукруглые, Ж — ромбические, 3 — ножовочные
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рис. 2. Надфили:
а — прямоугольный тупоносый, б — прямоугольный остроносый, в — квадратный тупоносый, г — трехгранный тупоносый, д — трехгранный остроносый, е — круглый тупоносый, ж — полукруглый тупоносый, 3 — овальный тупоносый, и — ромбический тупоносый, к — ножовочный, л — пазовый; L — рабочая часть, 1 — длина рукоятки, d — диаметр рукоятки, b — ширина профиля, h — толщина надфиля
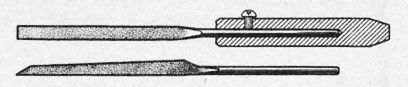
Рис. 3. Алмазные надфили
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
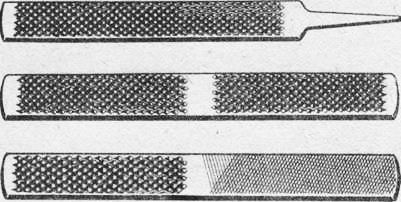
Рис. 4. Рашпили
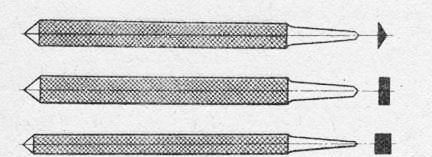
Рис. 5. Машинные напильники
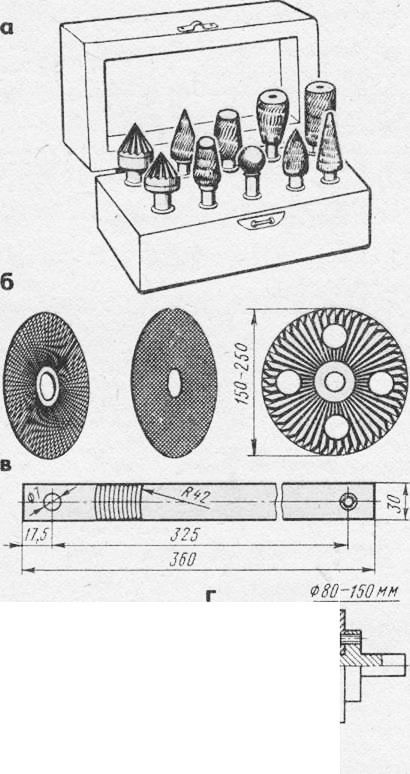
Рис. 6. Борнапильники:
а — фасонные головки (борнапильники), б — дисковые, в — пластинчатый, г — приспособление для крепления дисковых напильников
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления.
Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Реклама:
Читать далее:
Насадка рукояток напильников
Статьи по теме:
- Причины брака при опиливании и правила безопасной работы
- Механическое опиливание
- Опиливание сопряженных поверхностей под углом
- Опиливание широких и узких плоскостей
- Общие приемы и правила опиливания
Главная → Справочник → Статьи → Блог → Форум
Напильник
представляет собой стальной брусок
определенного профиля и длины, на
поверхности которого
имеется насечка (нарезка).Насечка
может быть одинарной (простой), двойной
(перекрестной), рашпильной (точечной)
или дуговой.
Напильники
с одинарной насечкой
снимают широкую стружку, равную длине
всей насечки. Их применяют при опиливании
мягких металлов.Напильники
с двойной насечкой
используют при опиливании стали,
чугуна и других твердых материалов,
так как перекрестная насечка размельчает
стружку, чем облегчает работу.
Напильниками с
рашпильной насечкой,
имеющими между зубьями вместительные
выемки, что способствует лучшему
размещению стружки, обрабатывают очень
мягкие металлы
и неметаллические материалы.
Напильники
с дуговой насечкой имеют
большие впадины
между зубьями, что обеспечивает высокую
производительность
и хорошее качество обрабатываемых
поверхностей.
Напильники
изготовляют из стали У13 или У13А. После
насечки зубьев напильники подвергают
термической обработке.
Ручки
напильников изготовляют обычно из
древесины (береза,
клен, ясень и другие породы). Приемы
насадки и
снятия ручек показаны на рисунке. По
назначению напильники делят на следующие
группы:
общего
назначения, специального назначения,
надфили, рашпили, машинные напильники.
Для
общеслесарных работ применяют напильники
общего
назначения. По числу насечек на 1 см
длины их подразделяют
на 6 номеров.
Напильники
с насечкой № 0 и 1 (драчевые)
имеют
наиболее
крупные зубья и служат для грубого
(чернового) опиливания
с точностью 0,5…0,2
мм. Напильники с насечкой
№ 2 и 3 (личные)
служат
для чистового опиливания
деталей с точностью 0,15…
0,02 мм. Напильники с насечкой
№ 4 и 5 (бархатные)
применяются
для окончательной точной отделки
изделий.
Достигаемая точность обработки
0,01 … 0,005 мм.
Длина
напильников может составлять 100…400 мм.
По
форме поперечного сечения инструменты
подразделяются
на плоские,
квадратные, трехгранные, круглые,
полукруглые,
ромбические и
ножовочные.
Для
обработки мелких деталей служат
малогабаритные
напильники — надфили.
Они
изготовляются пяти номеров,
с числом насечек на 1 см длины до 112.
Обработку закаленной
стали и твердых сплавов производят
специальными надфилями, у которых
на стальном стержне закреплены
зерна искусственного алмаза.
24. Элементы резьбы
Приемы
нарезания резьбы и особенно
применяемый при этом режущий инструмент
во многом зависят
от вида и профиля резьбы.
Резьба
представляет собой винтовую канавку
постоянного
сечения, выполненную на наружной
(наружная резьба)
или внутренней (внутренняя резьба)
цилиндрической или
конической поверхности. Она применяется
для соединения
деталей, а также для преобразования
вращательного движения
в поступательное (или наоборот) в
механизмах и
машинах.
Резьбы
бывают однозаходные, образованные
одной винтовой линией (ниткой), или
многозаходные, образованные двумя
и более линиями. По направлению винтовой
линии резьбы
подразделяют на правые и левые.
Профилем
резьбы называется
сечение ее витка
плоскостью, проходящей через ось
цилиндра или конуса,
на котором выполнена резьба. По форме
профиля резьбы
подразделяют на треугольные, прямоугольные,
трапецеидальные,
упорные (профиль в виде неравнобедренной
трапеции)
и круглые.
Для
нарезания резьбы важно также знать
основные ее элементы:
шаг, наружный, средний и внутренний
диаметры
и форму профиля резьбы.
Шаг
резьбы S
— расстояние между двумя одноименными
точками соседних профилей резьбы,
измеренное параллельно
оси резьбы.
Наружный
диаметр d
—
расстояние между крайними наружными
точками профиля в направлении,
перпендикулярном
оси резьбы.
Средний
диаметр d2
— расстояние между двумя линиями,
параллельными оси винта, из которых
каждая находится
на равных расстояниях от вершины нитки
и от дна впадины.
Внутренний
диаметр d1
—
расстояние между крайними внутренними
точками резьбы в направлении,
перпендикулярном
оси.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

УЧЕБНЫЙ ЭЛЕМЕНТ
Наименование:

Профессия: Электромонтер по ремонту и обслуживанию электрооборудования
Отрасль: Машиностроение
Код:
06 – 03

Цели:
Изучив данный элемент, вы будете знать:
— Общие сведения о напильниках.
— Виды и основные элементы насечек.
— Классификацию напильников
— Типы напильников
— Приемы насадки и снятия рукоятки напильника.
— Общие правила обращения и ухода за напильниками.
Оборудование, материалы и вспомогательные средства:
| Наименование | Количество |
| Напильники драчевые, личные и бархатные | 24 |
| Напильники плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные. | 24 |
| Напильники со специальной державкой, надфили, рашпили, машинные, борнапильники, дисковые. | 24 |
| Рукоятки деревянные, универсальные быстросъемные, безопасные. | 24 |
Сопутствующие учебные элементы и пособия:
1. Б.С.Покровский. Слесарно-сборочные работы, Москва «Академия» 2006
2. Н.И.Макиенко. Общий курс слесарного дела, Москва «Высшая школа» 1989
3. Н.И.Макиенко. Общий курс слесарного дела, Москва «Высшая школа» 1984
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
Припуски на опиливание оставляются небольшими — от 0,5 до 0,25 мм. Точность обработки опиливанием составляет 0,2…0,05 мм (в отдельных случаях — до 0,001 мм).
Напильники. представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У10А или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.

Слесарный напильник общего назначения
состоит из носка 1, рабочей части 2, ненасеченного участка 3, заплечика 4, хвостовика 5, — широкой и узкой стороны 6, 8; ребра 7.
Виды и основные элементы насечек.
Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.

— насеченные насечки, зубья напильников получают на пилонасекательных станках с помощью специального зубила (рис.а),

— насечки, полученные фрезерованием или шлифованием на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами (рис.б),
— насечки, полученные протягиванием путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках (рис.в).

Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения каждый зуб имеет задний угол α, угол заострения β и передний угол ϒ.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб.

Напильник с одинарной, или простой насечкой (рис. а).
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пил, ножей, а также для обработки древесины и пробки. Одинарная насечка наносится под углом λ = 25° к оси напильника.

Напильник с двойной, или перекрестной насечкой (рис.б).

Напильники с двойной (перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала под углом λ = 25 ° насекается основная- нижняя, глубокая насечка, а поверх нее под углом ω = 45 ° — вспомогательная, неглубокая, разрубающая основную насечку на большое количество отдельных зубьев. Перекрестная насечка больше размельчает стружку, что облегчает работу.

Расстояние между соседними зубьями насечки называется шагом S.

Напильник с точечной, или рашпильной насечкой (рис.в). Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов — кожи, резины и др.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими

расположенные в шахматном порядке вместительные выемки,
способствующее лучшему размещению стружки.

Напильник с дуговой насечкой (рис. г).
Напильники с дуговой насечкой применяют при обработке мягких металлов (медь, дюралюминий и др.). Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
По назначению напильники подразделяют на группы:
общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначены для общих слесарных работ.
По числу n насечек (зубьев), приходящихся на 10 мм длины, напильники подразделяют на шесть классов, а насечки имеют номера 0, 1, 2, 3,4 и 5:
1 класс – драчевые, напильники с насечкой № 0 и 1 (n = 4…12), имеют наиболее крупные зубья и служат для грубого опиливания.
2 класс – личные, напильники с насечкой № 2 и 3 (n = 13…24), применяют для чистового опиливания.
3,4,5,6 классы – бархатные, напильники с насечкой № 4 и 5 (n≥ 28), служат для окончательной обработки и доводки поверхностей.

Типы напильников:
А — плоские напильники (рис. а),

Б — плоские остроносые напильники (рис. б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;

В — квадратные напильники (рис. в) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. г) служат для опиливания острых углов, равных 60° и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках, а также для заточки пил по дереву:


Д — круглые напильники (рис. д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса,
Е — полукруглые напильники (рис. е) с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса наибольших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);


Ж — ромбические напильники (рис. ж) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. з) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также для изготовления режущих инструментов и штампов.

Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, древесина, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя.

Применяют напильники со специальной державкой (рис. а), позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4х40х360 мм и насечку в виде дуговых канавок (рис.б) для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в 2-3 раза.
Надфили. Небольшие напильники, называемые надфилями, применяют для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах.

а — прямоугольный тупоносый, б — прямоугольный остроносый, в — квадратный тупоносый, г — трехгранный тупоносый, д — трехгранный остроносый, е — круглый тупоносый, ж — полукруглый тупоносый, з — овальный тупоносый, и — ромбический тупоносый, к — ножовочный, л — пазовый, м — элементы надфиля
(L — рабочая часть, I — длина рукоятки, d — диаметр рукоятки, b — ширина профиля, h — толщина надфиля)
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80,
120 и 160 мм. На рабочей части надфиля на длине 50, 60 и 80 мм наносят насечки зубьев.
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать. В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые).


Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков.

Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют их целыми (с хвостовиками) и насадными (навертывают на оправку). Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники (рис. б) применяют для зачистки отливок, поковок, снятия заусенцев на заточном станке. Диск изготовляют Ø 150…200 мм и толщиной 10…20мм. Зубья — фрезерованные или насеченные.

Чтобы было удобнее держать напильник во время работы, на его хвостовик насаживают рукоятку, изготовленную из клена, ясеня, березы, липы или прессованной бумаги (последняя лучше, поскольку не раскалывается). Чтобы рукоятка не раскалывалась, на ее конец насаживают стальное кольцо.


Насадка рукоятки. Хвостовик напильника вставляют в отверстие рукоятки и, удерживая напильник за насеченную часть правой рукой, не очень сильно ударяют головкой рукоятки о верстак (рис. а) или молотком по рукоятке (рис. б).
Снятие рукоятки. Рукоятку крепко обхватывают левой рукой, а правой молотком наносят два-три несильных удара по верхнему краю кольца, после чего напильник легко выходит из отверстия. Снять рукоятку с напильника можно также при помощи тисков


(рис. в).
Деревянные рукоятки для напильников при насадке,
несмотря на наличие металлического кольца, часто раскалываются, не всегда обеспечивают плотность насадки, в результате чего рукоятка во время работы может соскользнуть, нанести травму.

Универсальная быстросъемная рукоятка для напильников с

коническим хвостовиком. Размер хвостовика и самого напильника существенной роли не играют. Поэтому на рабочем месте слесаря может быть пять-шесть рукояток для насадки их на напильники.

Безопасная рукоятка, навинченная на хвостовик напильника. Конструкция такого напильника дает возможность использовать сменные полотна, имеющие на двух сторонах различные насечки, и быстро
заменять их.
При работе с напильниками необходимо соблюдать следующие правила:
— предохранять напильники даже от незначительных ударов, которые могут повредить зубья;

— хранить напильники на деревянных подставках в положении, исключающем соприкосновение их между собой;
— для предохранения от коррозии не допускать попадания на них влаги; темный цвет свидетельствует, что напильник окислился или плохо закален (новые напильники имеют светло-серый цвет);
— оберегать напильники от попадания на них масла и наждачной пыли; замасленные напильники не режут, а скользят, поэтому не следует протирать их рукой, поскольку на руке всегда имеется жировая пленка; наждачная пыль забивает впадины зубьев, поэтому напильник плохо режет;
— для предохранения от забивания стружкой мягких и вязких металлов напильники перед работой натирать мелом;
— во избежание преждевременного износа напильников перец опиливанием заготовок, поверхности которых покрыты ржавчиной, последнюю необходимо удалить механическим способом — с помощью металлических щеток или специальной шлифовальной машинки;
— не обрабатывать напильником материалы, твердость которых равна его твердости или превышает ее, так как это вызовет выкрашивание зубьев; при обработке поверхностей с литейной коркой или с наклепом сначала срубить корку зубилом и только после этого начинать опиливание;

— применять напильники только по назначению;
— новым напильником лучше обрабатывать сначала мягкие
металлы, а после некоторого затупления — твердые; это увеличивает срок эксплуатации напильника;
— периодически очищать напильник от стружки; время от
времени постукивать носком напильника о верстак для
очистки его от опилок.
Напильник очищают кордовой щеткой (рис. а), одна сторона которой (проволочная) служит для удаления частичек металла, застрявших во впадинах насечки, вторая (щетинная) — для завершения чистки. Перемещают щетки вдоль насечки.
В ручку щетки вставлен металлический стержень с расплющенным концом (называется прочисткой); он служит для удаления тех частичек, которые остались после чистки проволочной щеткой. Если щеток нет, то зубья напильника очищают специальными скребками из алюминия, латуни или другого мягкого металла (рис.б). Твердая стальная или медная проволока для этого не используется, поскольку стальная портит насечку, а медная омедняет зубья.
1. Что представляет собой напильник?
2. Из какого материала изготовлены напильники? Напильники изготовляют из стали
3. Из каких основных элементов состоит слесарный напильник общего назначения?
4. В каких случаях применяют напильники с одинарной насечкой?
5. Напильники с какой насечкой применяются при опиливании твердых материалов с большим сопротивлением резанию?
6. Что такое шаг зуба?
7. Перечислите классы напильников, для чего они предназначены?
8. Перечислите типы напильников.
9. Как насадить и снять рукоятку напильника?
10. Как ухаживать за напильниками?
Эталон ответа.
1. Что представляет собой напильник?
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина.
2. Из какого материала изготовлены напильники? Напильники изготовляют из стали У10А или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
3. Из каких основных элементов состоит слесарный напильник общего назначения? Напильник состоит из носка, рабочей части, ненасеченного участка, заплечика, хвостовика, широкой и узкой стороны, ребра
4. В каких случаях применяют напильники с одинарной насечкой? Их применяют при опиливании мягких металлов и сплавов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов.
5. Напильники с какой насечкой применяются при опиливании твердых материалов с большим сопротивлением резанию?
Напильники с двойной (перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию.
6. Что такое шаг зуба? Расстояние между соседними зубьями насечки называется шагом
7. Перечислите классы напильников, для чего они предназначены? По числу насечек (зубьев), приходящихся на 10 мм длины, напильники подразделяют на шесть классов:1 класс – драчевые, имеют наиболее крупные зубья и служат для грубого опиливания.2 класс – личные, применяют для чистового опиливания. 3,4,5,6 классы – бархатные, служат для окончательной обработки и доводки поверхностей.
8. Перечислите типы напильников.
А — плоские, Б — плоские остроносы, В — квадратные, Г — трехгранные, Д — круглые, Е — полукруглые, Ж — ромбические, 3 — ножовочные.
9. Как насадить и снять рукоятку напильника? Насадка: хвостовик напильника вставляют в отверстие рукоятки и, удерживая напильник за насеченную часть правой рукой, не очень сильно ударяют головкой рукоятки о верстак или молотком по рукоятке.
Снятие: рукоятку крепко обхватывают левой рукой, а правой молотком наносят два-три несильных удара по верхнему краю кольца, после чего напильник легко выходит из отверстия. Снять рукоятку с напильника можно также при помощи тисков
10. Как ухаживать за напильниками?