Кадры и структура кадров
Программа
ЧПУ состоит из отдельных кадров, кадр
– из (нескольких) слов.
Кадр
должен включать в себя все данные для
выполнения рабочей операции, и
заканчивается
символом «LF» (LINE FEED = новая строка).
Основы программирования чпу
Символ
«LF» не записывается; он создается
автоматически при переключении строк.
Кадр
может состоять макс. Из 512 символов
(включая комментарий и символ конца
кадра «LF»).
Обычно
в актуальной индикации кадра на дисплее
показываются три кадра с макс. 66 символов
каждый. Комментарии также показываются.
Сообщения показываются в отдельном
окне сообщений.
Для
наглядности структуры кадра, слова
кадра должны располагаться следующим
образом:
Пример:
N10
G… X… Y… Z… F… S… T… D… M… H…
где:
N
– Адрес номера кадра
10
– Номер кадра
G
– Функция перемещения
X,Y,Z
– Путевая информация
F
– Подача
S
– Число оборотов
T
– Инструмент
D
– Номер коррекции инструмента
M
– Дополнительная функция
H
– Вспомогательная функция
Некоторые
адреса могут использоваться многократно
в одном кадре (к G…, M…, H…)
Главный/вспомогательный кадр
Различаются
два вида кадров:
•
главные
кадры
•
вспомогательные
кадры
В
главном кадре должны быть указаны все
слова, необходимые для запуска
технологического цикла с раздела
программы, начинающегося с главного
кадра.
Главные
кадры могут находиться как в главной,
так и в подпрограммах. СЧПУ не проверяет,
содержит ли главный кадр всю необходимую
информацию.
Номер кадра
Главные
кадры обозначаются номером главного
кадра. Номер главного кадра состоит из
символа «:» и положительного целого
числа (номер кадра). Номер кадра всегда
стоит в начале кадра.
Номера
главных кадров внутри программы должны
быть уникальными, чтобы получить
однозначный результат при поиске.
Пример:
:10
D2 F200 S900 M3
Вспомогательные
кадры обозначаются номером вспомогательного
кадра. Номер вспомогательного кадра
состоит из символа «N» и положительного
целого числа (номер кадра). Номер кадра
всегда стоит в начале кадра.
Пример:
N20
G1 X14 Y35
N30
X20 Y40
Номера
вспомогательных кадров внутри программы
должны быть уникальными, чтобы получить
однозначный результат при поиске.
Последовательность
номеров кадров может быть любой, но
рекомендуется растущая последовательность
номеров кадров. Можно программировать
кадры ЧПУ и без номеров кадров.
Адреса
Адреса
это фиксированные или устанавливаемые
идентификаторы для осей (X, Y, …) числа
оборотов шпинделя (S), подачи (F), радиуса
окружности (CR) и т.д.
Пример:
N10
X100
Важные
адреса:
| Адрес | Значение | Примечание |
| A=DC(…) A=ACP(…) A=ACN(…) | Круговая | устанавливаемый |
| ADIS | Интервал | фиксированный |
| B=DC(…) B=ACP(…) B=ACN(…) | Круговая | устанавливаемый |
| C=DC(…) C=ACP(…) C=ACN(…) | Круговая | устанавливаемый |
| CHR=… | Снятие | фиксированный |
| D… | Номер | фиксированный |
| F… | Подача | фиксированный |
| FA[ось]=… FA[шпиндель]=… [SPI(шпиндель)]=… | Осевая (только | фиксированный |
| G… | Функция | фиксированный |
| H… H=QU(…) | Вспомогательная Вспом. | фиксированный |
| I… | Параметр | устанавливаемый |
| J… | Параметр | устанавливаемый |
| K… | Параметр | устанавливаемый |
| L… | Вызов | фиксированный |
| M… M=QU(…) | Доп. Доп. | фиксированный |
| N… | Вспомогательный | фиксированный |
| OVR=… | Процентовка | фиксированный |
| P… | Кол-во | фиксированный |
| POS | Позиционирующая | фиксированный |
| POSА[ось]=… | Позиционирующая | фиксированный |
| SPOS=… SPOS[n]=… | Позиция | фиксированный |
| SPOSA=… SPOS[n]=… | Позиция | фиксированный |
| Q… | Ось | устанавливаемый |
| R0=… R… | — — | фиксированный |
| RND | Закругление | фиксированный |
| RNDM | Закругление | фиксированный |
| S… | Число | фиксированный |
| T… | Номер | фиксированный |
| U… | Ось | устанавливаемый |
| V… | Ось | устанавливаемый |
| W… | Ось | устанавливаемый |
| X… X=AC(…) X=IC(…) | Ось » » | устанавливаемый |
| Y… Y=AC(…) Y=IC(…) | Ось | устанавливаемый |
| Z… Z=AC(…) Z=IC(…) | Ось | устанавливаемый |
| AR+=… | Апертурный | устанавливаемый |
| AP=… | Полярный | устанавливаемый |
| CR=… | Радиус | устанавливаемый |
| RP=… | Полярный | фиксированный |
| :… | Главный | устанавливаемый |
Таблица 2
«фиксированный»
— этот идентификатор адреса доступен
для определенной функции.
«устанавливаемый»
— этим адресам изготовитель станка через
машинные данные может присвоить другое
имя.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Текст готовой УП либо записывается на программоноситель, либо вводится в устройство ЧПУ с помощью клавиатуры и переключателей на пульте управления. От способа ввода УП в систему ЧПУ зависит только вид документа, на котором фиксируются результаты программирования. Запись программы обработки осуществляется кадрами перемен- ной длины, которые содержат информацию о технологических условиях обработки, длине перемещения и вспомогательных функциях.
Порядок кадров определяется последовательностью обработки. Кадр состоит из информационных слов (команд), которые включают числовую информацию и символ, определяющий вид информации.
При адресном способе задания символ предшествует числовой информации и выражает определенную операцию обработки информации по изготовлению детали. Для представления информации используются коды ISO или EIA. Значения символов адрес
Управляющую программу рекомендуется составлять таким образом, чтобы в кадре записывалась только изменяющаяся по отношению к предыдущему кадру информация.
Каждая УП должна начинаться символом начала программы (% – для ISO или STOP – для EIA), после которого следует символ конца кадра, а затем кадр с соответствующим номером. Информация, расположенная до символа начала программы, а также в круглых скобках, устройством ЧПУ не воспринимается. Внутри скобок не должны применяться символ начала программы и символ главного кадра.
После символа начала программы обязательно указывается числовая информация – номер УП, затем символ конца кадра. Номер управляющей программы чаще всего находится в пределах от 1 до 999. В состав управляющей программы могут входить основная УП и подпрограммы.
При размещении на одном носителе нескольких управляющих программ перед символом начала программы в основной программе допускается записывать еще один символ начала программы, например: % % . Перед символом начала программы может быть записана любая информация, не содержащая этого символа (примечание по наладке станка, различные идентификаторы программы и т. п.).
Управляющая программа должна заканчиваться символом конца программы или символом конца информации.

Состав кадра
Кадр включает номер кадра, одно или несколько информационных слов и знак конца кадра (ПС). Последовательность расположения информации в кадре программы называется форматом кадра. Формат определяет структуру кадра для конкретного станка с ЧПУ.
Слово «Номер кадра» служит для обозначения элементарного участка УП, является вспомогательной информацией и должно всегда стоять в начале кадра. Последовательность остальных слов, содержащихся в кадре, может быть произвольной. Однако для удобства написания и отладки УП информационные слова в кадре рекомендуется записывать в приведенной последовательности: слово (слова) «Подготовительная функция»; слова «Размерные перемещения», которые рекомендуется записывать в последовательности символов: X, Y, Z, U, V, W, P, Q, R, A, B, C; слова «Параметр интерполяции или шаг резьбы» I, J, K; слово (слова) «Функция подачи»; слово «Функция главного движения»; слово (слова) «Функция инструмента»; слово (слова).
Вспомогательная функция УП
Например: N20 G0 X100 Y200 M3 ПС Номер кадра Слова Конец кадра Номер кадра задается адресом N и целым десятичным числом.
Рациональна последовательная нумерация кадров. Однако допускаются любые переходы номеров и должна соблюдаться только их неповторяемость в пределах одной УП. При нумерации вставляемых в программу в процессе ее редактирования новых кадров во избежание ранее установленной последовательности их номеров практикуется запись новых кадров с использованием более высоких разрядов десятичных чисел.
В главном кадре программы вместо адреса N предусмотрена запись символа «:». Программное слово кадра состоит из буквы адреса и нескольких цифр, означающих содержание слова. Например: X — 1250 Адрес Содержание слова В состав кадра могут входить слова разной длины, однако при этом необходимо записывать только те цифры, которые несут информацию.
Например, кадр со словами постоянной длины N0010 G00 X000500 T01 M03 и переменной длины N10 G0 X500 T1 M3. Знак «+» записывать не обязательно. Вся информация о длине пути без знака считается положительной. Место записи знака – между буквой адреса и первым числом. Знак «–» записывается всегда. При необходимости в программе могут быть обозначены кадры, которые при считывании пропускаются. Эти кадры помечаются специальным знаком «/».
В пределах кадра могут содержаться также специальные знаки «*», «,» и сочетания букв «ПС», «CR», «SR», «HT», которые означают для конкретной системы ЧПУ выполнение определенных команд: возврат каретки; интервал; начало программы; конец кадра и т. д. Подготовительные и вспомогательные функции
Подготовительные функции определяют режим работы устрой- ства ЧПУ (задаются адресом G и двухзначным десятичным числом). В общем случае все подготовительные функции делят на группы: команды, определяющие характер перемещения; команды задания единиц скорости резания и подачи; команды выбор плоскостей интерполяции; команды коррекции режущих инструментов; команды перемещения и положения заготовки в процессе обработки и др.
Неуказанные (резервные) коды предназначены для индивидуального использования по усмотрению разработчика устройства ЧПУ. Большинство подготовительных функций действуют до тех пор, пока они не заменяются или не отменяются другой функцией из той же группы. Однако некоторые из них (например, G4, G8, G9, G63, G92 и др.) действуют только в том кадре, в котором указаны. Подготовительные функции записываются в кадре в порядке возрастания их кодовых номеров. В одном кадре не может быть более одной подготовительной функции из каждой группы.
Дополнительные вспомогательные функции
Вспомогательные функции M предназначены для сообщения соответствующих команд исполнительному органу станка или устройству ЧПУ. Часть M-функций имеет предопределенное назначение. Свободные M-функции используются для управления вспомогательными устройствами (для управления цикловой электроавтоматикой). Диапазон значений этих функций от 0 до 9999 9999. Большинство вспомогательных функций являются приоритетны- ми при отработке конкретного кадра УП, т. е. выполняются до начала перемещений, запрограммированных в этом же кадре. Их действие заканчивается после отмены команды или замены на команду аналогичного назначения. Имеются, однако, вспомогательные функции, которые выполняются после отработки заданных в кадре перемещений (например, M0, M1, M2, M5, M9, M20, M30 и др.). В каждом кадре программы в порядке возрастания кодовых номеров может быть записано несколько команд различным исполнительным органам станка или устройству ЧПУ.
Функция подачи F определяет результирующую скорость подачи рабочего органа станка.
Единица измерения скорости подачи задается соответствующей подготовительной функцией. Команда под адресом S определяет значение либо скорости резания (если используется подготовительная функция G96), либо частоты вращения шпинделя (если используется G97). Функция инструмента T предназначена для выбора инструмента. Различные положения режущих кромок инструмента в системе ко- ординат станка задаются с помощью коррекции инструмента D.
Дополнительная функция H в системах ЧПУ SINUMERIK используется для передачи информации на программируемый логический контроллер (PLC), чтобы обеспечить определенные переключения входов и выходов при реализации циклов электроавтоматики. Адреса G, M, H могут быть использованы в одном кадре не более 10 раз. Различают модальные и покадровые адреса. Модальными называются адреса, которые сохраняют свою значимость на протяжении программы до тех пор, пока по тому же адресу не будет запрограммировано новое значение. Адреса, которые сохраняют свое значение только в кадре, в котором они были запрограммированы, называют покадровыми. При программировании систем ЧПУ с большим количеством осей и шпинделей используют расширенные адреса. Такой адрес состоит из буквенного символа (S, M, T и т. д.), расширения (например, номер шпинделя) и цифрового значения, присвоенного с помощью символа “=”, например, S2=540 (для второго шпинделя частота вращения равна 540 об/мин).
Для адресов M, H, S, T, а также для команд SPOS и SPOSA, которые относятся к позиционированию мастершпинделя, расширение может быть в виде переменной. При этом идентификатор переменной записывается в квадратной скобке, например, T[SPIND]=5 (пред- варительный выбор инструмента для шпинделя, номер которого за- фиксирован в переменной SPIND). В качестве расширения используют также имя оси, которое заключают в квадратную скобку. Такие адреса называют адресами с осевым расширением, например, F[W]=500 (подача по оси W).
Содержание страницы
- 1. Статус G- и М-кодов
- 2. Построение структуры программы
- 3. Понятие о слове данных, адресе и числе
- 4. Условия использования модальных и немодальных кодов
- 5. Использование свойств кодов при форматировании программы
- 6. Программирование условий безопасности
- 7. Форматирование УП как фактор обеспечения ее совместимости
1. Статус G- и М-кодов
Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит, или языком G- и М-кодов. Коды с адресом G, являются подготовительными и определяют настройку СЧПУ на определенный вид работы. Коды с адресом М являются вспомогательными и предназначены для управления режимами работы станка.
Например, если программист хочет, чтобы инструмент перемещался по прямой линии, он использует G01. А если необходимо произвести смену инструмента, то в программе обработки он указывает М06. Для управления многочисленными функциями станка с ЧПУ применяется довольно большое число различных кодов. Тем не менее, изучив набор основных G- и М-кодов, вы легко сможете создать управляющую программу. В таблице 1 приведен список базовых кодов, которые мы подробно рассмотрим в этой и последующих главах. Ниже вы найдете подробное описание всех стандартных кодов и примеры их использования.
Таблица 1. Базовые коды программирования обработки
| Код (функция) | Назначение и пример кадра с кодом |
| Осевое перемещение | |
| G00 | Ускоренный ход – перемещение на очень высокой скорости в указанную точку G00X10. Y20.Z25 |
| G01 | Линейная интерполяция – перемещение по прямой линии на указанной скорости подачи G01 X10.Y20. F100 |
| G02 | Круговая интерполяция – перемещение по дуге по часовой стрелке на указанной скорости подачи G02X10.Y20. R10. F100 |
| G03 | Круговая интерполяция – перемещение по дуге против часовой стрелки на указанной скорости подачи G03X10.Y20. R10. F100 |
| Настройка | |
| G20 | Ввод дюймовых данных G20 G00X10.Y20 |
| G21 | Ввод метрических данных G21 G00X10.Y20 |
| G90 | Абсолютное позиционирование – все координаты отсчитываются от постоянной нулевой точки G90 G00X10.Y20 |
| G91 | Относительное позиционирование – все координаты отсчитываются от предыдущей позиции G91 G00X10.Y20 |
| Обработка отверстий | |
| G81 | Цикл сверления G81 X10.Y20. Z-5. F30 |
| G82 | Цикл сверления с задержкой на дне отверстия G82X10. Y20. Z-5. R1. Р2. F30 |
| G83 | Прерывистый цикл сверления G83 Х10. Y20. Z-5. Q0.25 R1. F30 |
| G85 | Цикл растачивания отверстия G85X10. Y20. Z-5. F30 |
| Вспомогательные коды (функции) | |
| M00 | Запрограммированный останов – выполнение программы временно прекращается |
| М01 | Запрограммированный останов по выбору – выполнение программы временно прекращается, если активирован режим останова по выбору |
| M03 | Прямое вращение шпинделя – шпиндель вращается по часовой стрелке |
| М04 | Обратное вращение шпинделя – шпиндель вращается против часовой стрелки |
| М05 | Останов шпинделя |
| М06 | Автоматическая смена инструмента М06 Т02 |
| М08 | Включение подачи охлаждающей жидкости |
| М09 | Выключение подачи охлаждающей жидкости |
| М30 | Конец программы, перевод курсора к началу программы |
2. Построение структуры программы
Для знакомства со структурой управляющей программы (УП) давайте взглянем более пристально на уже созданную ранее программу обработки паза:
%
O0001 (PAZ)
N10 G21 G40 G49 G54 G80 G90
N20 M06 T01 (FREZA D1)
N30 G43 H01
N40 M03 S1000
N50 G00 X3 Y8
N60 G00 Z0.5
N70 G01 Z-1 F25
N80 G01 X3 Y3
N90 G01 X7 Y3
N100 G01 X7 Y8
N110 G01 Z5
N120 M05
N130 M30
%
Управляющая программа (УП) является упорядоченным набором команд, при помощи которых определяются перемещения исполнительных органов станка и различные вспомогательные функции. Любая программа обработки состоит из некоторого количества строк, которые называются кадрами УП. Кадр управляющей программы – составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Система ЧПУ считывает и выполняет программу кадр за кадром. Очень часто программист назначает каждому кадру свой номер, который расположен в начале кадра и обозначен буквой N. В нашей программе вы можете увидеть номера кадров c N10 до N130. Большинство станков с ЧПУ позволяют спокойно работать без номеров кадров, которые используются исключительно для удобства зрительного восприятия программы и поиска в ней требуемой информации. Поэтому наша программа обработки может выглядеть и следующим образом:
% O0001 (PAZ)
G21 G40 G49 G54 G80 G90
M06 T01 (FREZA D1) G43 H01
M03 S1000
G00 X3 Y8
G00 Z0.5
G01 Z-1 F25
G01 X3 Y3
G01 X7 Y3
G01 X7 Y8
G01 Z5
M05
M30
%
Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров, чтобы при необходимости можно было вставить в программу дополнительные кадры. В самом начале УП обязательно должен находиться код начала программы % и номер программы (например, О0001). Два этих первых кадра не влияют на процесс обработки, тем не менее они необходимы для того, чтобы СЧПУ могла отделить в памяти одну программу от другой.
Указание номеров для таких кадров не допускается.
%
О0001 (PAZ)
Кадр № 10 настраивает систему ЧПУ на определенный режим работы с последующими кадрами УП. Например, G21 означает, что станок будет работать в метрической системе, то есть перемещения исполнительных органов программируются и выполняются в миллиметрах, а не в дюймах. Иногда такие кадры называют строками безопасности, так как они позволяют перейти системе в некоторый стандартный режим работы или отменить ненужные функции.
N10 G21 G40 G49 G54 G80 G90
Следующие кадры говорят станку о необходимости подготовки к обработке. Для этого нужно поставить инструмент из магазина в шпиндель (кадр N20), активировать компенсацию длины инструмента (кадр N30) и заставить шпиндель вращаться в нужном направлении на указанной скорости (кадр N40). Также вы можете использовать символы комментариев. СЧПУ игнорирует любой текст, заключенный в круглые скобки, что позволяет, например, указать в кадре диаметр или наименование применяемой фрезы.
N20 М06 Т01 (FREZA D1)
N30 G43 Н01
N40 M03 S1000
Кадры с номерами от N50 до N110 непосредственно отвечают за обработку детали. В этой части УП содержатся коды, предназначенные для перемещения инструмента в указанные координаты. Например, кадр N80 перемещает инструмент в точку с координатами Х3, Y3 со скоростью подачи, равной 25 миллиметров в минуту.
N50 G00 Х3 Y8
N60 G00 Z0.5
N70 G01 Z-l F25
N80 G01 Х3 Y3
N90 G01X7Y3
N100 G01 Х7 Y8
N110 G01 Z0.5
Заключительные кадры предназначены для останова шпинделя (кадр N120) и завершения программы (кадр N130):
N120 М05
N130 М30
%
Схематично любую УП можно представить в следующем виде (см. рис. 1).
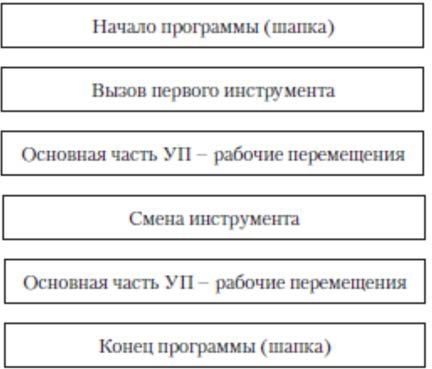
Рис. 1. Принципиальная схема УП
3. Понятие о слове данных, адресе и числе
Управляющая программа состоит из множества различных кадров. В свою очередь каждый кадр УП состоит из слов данных. А слово данных строится из адреса (буквы) и относящегося к нему числа. Например, адрес Y относится к оси Y, а следующее за адресом число обозначает координаты вдоль этой оси.
G01 X3 Y3 – кадр УП
G – адрес
01 – число
G01 – слово данных (G-код)
X – адрес
3 – число
X3 – слово данных
Y – адрес
3 – число
Y3 – слово данных.
Необязательно, чтобы число, относящееся к Gили М-коду, имело ведущие нули (нули перед числом), например G01, G02, G03 и т. д. Можно писать просто G1, G2, G3. Тем не менее многие программисты в силу привычки предпочитают вариант с ведущими нулями.
Учтите, что система ЧПУ работает далеко не со всеми адресами. Например, стойка Fanuc откажется воспринимать латинские буквы Е, U, V и W, если они не относятся к макропрограмме. Это не значит, что вы не сможете загрузить в память станка программу, содержащую перечисленные адреса. Загрузить ее можно, но при попытке выполнить такую программу система ЧПУ, скорее всего, выдаст сообщение об ошибке.
4. Условия использования модальных и немодальных кодов
Все станочные коды можно условно разделить на два класса в зависимости от их способности сохраняться в памяти СЧПУ. Немодальные коды действуют только в том кадре, в котором они находятся. Модальные коды, напротив, могут действовать бесконечно долго, пока их не отменят другим кодом. Выделяют несколько групп кодов в зависимости от функции, которую они выполняют (табл. 2).
Два модальных кода из одной группы не могут быть активными в одно и то же время. Например, G02 и G03 находятся в группе кодов осевых перемещений, и вы не можете применять оба этих кода сразу. Один из этих кодов обязательно отменит действие другого. Это как попытаться ехать на автомобиле одновременно и вправо, и влево. Однако вы можете одновременно использовать коды из разных функциональных групп. Например, в одном кадре можно написать G02 и G90.
Таблица 2. Коды по группам
| Функциональная группа | Коды |
| Перемещения | G00, G01, G02, G03 |
| Тип координатной системы | G90, G91 |
| Единицы ввода данных | G20, G21 |
| Постоянные циклы | G80, G81, G82, G83, G84, G85… |
| Рабочая система координат | G54, G55, G56, G57, G58… |
| Компенсация длины инструмента | G43, G44, G49 |
| Коррекция на радиус инструмента | G40, G41, G42 |
| Возврат в постоянных циклах | G98, G99 |
| Активная плоскость обработки | G17, G18, G19 |
Особенностью модальных кодов является то, что не нужно вводить активный код в последующие кадры. Например, код G01 используется для перемещения инструмента по прямой линии. Если нам необходимо совершить множество прямых перемещений, то необязательно в каждом последующем кадре писать G01. Для отмены кода G01 следует применить один из кодов той же самой функциональной группы (G00, G02 или G03).
Большинство из G-кодов являются модальными. Программист должен знать, к какой группе и к какому классу принадлежит тот или иной код. Хотя М-коды обычно не делят на модальные и немодальные, однако этот термин все же можно применить и к ним. Например, можно выделить группу М-кодов, отвечающих за подачу охлаждающей жидкости (М07, М08, М09) или за вращение шпинделя (М03, М04, М05). Тем не менее большинство М-кодов нужно рассматривать как немодальные. Некоторые стойки ЧПУ допускают программирование только одного М-кода в кадре.
5. Использование свойств кодов при форматировании программы
Одна и та же управляющая программа может выглядеть по-разному. В качестве примера этого явления приведем фрагмент все той же программы обработки паза:
…
N70 G01 Z-1 F25
N80 G01 X3 Y3
N90 G01 X7 Y3
N100 G01 X7 Y8
N110 G01 Z0.5
…
Так как G01 является модальным кодом, то совсем не обязательно указывать этот код в каждом кадре линейных перемещений. Поэтому данный фрагмент УП может выглядеть следующим образом:
…
N70 G01 Z-1 F25
N80 X3 Y3
N90 X7 Y3
N100 X7 Y8
N110 Z0.5
…
СЧПУ читает первый кадр, в котором задается линейное перемещение по оси Z на глубину 1 мм (Z-1). Затем считывается второй кадр, в котором присутствуют координаты, но нет другого G-кода. Так как G01 является модальным кодом, то он сохраняется в памяти и используется СЧПУ для работы с новыми координатами. Можно сказать, что адреса X и Y также являются модальными. То есть значения координат сохраняются в памяти, пока СЧПУ не заменит (обновит) их другими значениями координат. Таким образом, данный фрагмент УП можно переписать еще раз:
…
N70 G01 Z-1 F25
N80 X3 Y3
N90 X7
N100 Y8
N110 Z0.5
…
Система ЧПУ читает программу обработки кадр за кадром. При этом в буфер памяти системы попадает один или несколько кадров целиком. Для современных ЧПУ непринципиально, в каком месте кадра находится тот или иной код (слово данных). Однако некоторые станки, имеющие старые системы ЧПУ, могут быть очень придирчивы к порядку слов данных в кадре и к пробелам между ними. Для современной стойки три приведенных ниже кадра будут иметь совершенно одинаковый эффект:
N01 G55 G01 X30.45 Y2.35 M08
N02 M08 Y2.35 G55 X30.45 G01
N03 G01 X30.45 Y2.35 G55 M08
Для того чтобы программисту было легче создавать и читать УП, рекомендуется следующий порядок расположения слов данных и знаков программирования в кадре:
- код пропуска кадра (/);
- номер кадра (N);
- подготовительные функции (G-коды);
- адреса осевых перемещений (X, Y, Z, I, J, К, А, В, С);
- команда подачи (F);
- команда числа оборотов (S);
- вспомогательные функции (М-коды).
После номера кадра N обычно следует G-код. Это как глагол в предложении – G-коды говорят нам, какую функцию несет каждый кадр. Далее следуют адреса и координаты позиций осевых перемещений. М-коды обычно ставятся в конец кадра. Это правило действует, когда в кадре присутствует G-код. Тем не менее если в кадре нет G-кода, то многие программисты предпочитают ставить М-код в начало:
…
N40 M03 S1000
N50 G00 X3 Y8
…
В УП не допускаются пробелы между адресом (буквой) и числом или внутри G- и М-кодов. В приведенном кадре есть несколько ошибок, и СЧПУ станка обязательно будет на них «ругаться»:
N50 G 00 X 3Y 8
Большинство современных стоек прекрасно работает и без пробелов между словами данных. Удаление пробелов позволяет сократить размер управляющей программы. Однако человеку, в отличие от компьютера, будет непривычно читать УП в таком варианте. Сравните два варианта одного и того же кадра:
1) N50 G00 ХЗ Y8
2) N50G00X3Y8
Первый вариант явно читается легче, что означает меньшую вероятность ошибки при написании или проверке программы обработки. Номера кадров для большинства современных СЧПУ необязательны. Они используются для облегчения поиска требуемой информации в УП и для создания переходов к определенному кадру в некоторых особых случаях. Поэтому фрагмент программы, с которым мы работаем:
…
N70 G01 Z-1 F25
N80 X3 Y3
N90 X7
N100 Y8
N110 Z0.5
…
перепишем следующим образом:
…
G01 Z-1 F25
X3 Y3
X7
Y8
Z0.5
…
Необходимо уделить особое внимание числовому формату, с которым ваша стойка ЧПУ сможет работать. Обычно система ЧПУ работает с десятичным форматом и позволяет использовать несколько знаков до десятичной точки и несколько знаков после нее (например, 999.999). Возможны различные варианты употребления ведущих (перед десятичной точкой) и последующих (после десятичной точки) нулей. Сравните:
Z0.1
Z.1
Z0.100
В некоторых случаях наличие десятичной точки в определенных словах данных обязательно, а в других случаях недопустимо. Поэтому внимательно ознакомьтесь с разделом документации станка с ЧПУ, в котором говорится о формате программирования. При работе с положительными числами не требуется вводить знак «+», так как СЧПУ исходит из положительного значения числа, если не введен никакой знак. Но при необходимости ввода отрицательного числового значения знак «–» должен быть запрограммирован обязательно.
Теперь мы можем сравнить первоначальный вариант программы обработки паза и новый вариант, созданный в этой главе (табл. 3). Несмотря на то, что второй вариант УП имеет меньший размер (экономия программной памяти системы ЧПУ), его гораздо труднее читать. Следовательно, при работе с «экономичной» версией УП появляется вероятность сделать ошибку или ее не заметить. Так как современные СЧПУ и компьютеры обладают достаточно большим объемом памяти, то нет смысла «экономить байты», убирая пробелы между словами данных, не ставя номеров кадров и забывая про комментарии.
6. Программирование условий безопасности
Строкой безопасности называется кадр, содержащий G-коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой. В нашей программе для обработки паза строкой безопасности является кадр N10.
N10 G21 G40 G49 G54 G80 G90.
Таблица 3. Два варианта одной программы
| Обычная УП | Сжатая УП |
| % | % |
| Q001(PAZ) | Q001(PAZ) |
| N10G21 G40 G49 G54 G80 G90 | G21G40G49G54G80G90 |
| N20M06T01 (FREZAD1) | М6Т1 |
| N30 G43 Н01 | G43H1 |
| N40M03S1000 | M3S1000 |
| N50 G00X3Y8 | G0X3Y8 |
| N60 G00Z0.5 | Z.5 |
| N70G01 Z-1 F25 | G1Z-1F25 |
| N80 G01 X3Y3 | X3Y3 |
| N90 G01 X7Y3 | Х7 |
| N100 G01 X7Y8 | Y8 |
| N110G01 Z0.5 | Z.5 |
| N120 G91 G28X0Y0Z0 | G91G28X0Y0Z0 |
| N130 М05 | М5 |
| N140 МЗО | МЗО |
| % | % |
Как вы уже знаете, многие коды являются модальными и остаются активными в памяти СЧПУ до тех пор, пока их не отменят. Возможны ситуации, когда ненужный модальный G-код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, которая обычно находится в начале УП или после кадра смены инструмента, позволяет «восстановить» забытые G-коды и выйти в привычный режим работы. Давайте поближе познакомимся с G-кодами, находящимися в типичной строке безопасности.
Код G21 говорит станку о том, что все перемещения и подачи рассчитываются и осуществляются в миллиметрах, а не в дюймах (G20). Так как станки производятся и работают в разных странах, то существует возможность переключения между дюймовым и метрическим режимами. Поэтому включение этого кода в состав строки безопасности гарантирует работу в правильном режиме.
Код G40 отменяет автоматическую коррекцию на радиус инструмента. Коррекция на радиус инструмента предназначена для автоматического смещения инструмента от запрограммированной траектории. Коррекция может быть активна, если вы в конце предыдущей программы забыли ее отменить (выключить). Результатом этого может стать неправильная траектория перемещения инструмента и, как следствие, испорченная деталь.
Код G49 отменяет компенсацию длины инструмента.
Код G54 на большинстве современных станков позволяет активировать одну из нескольких рабочих систем координат. Предыдущая управляющая программа могла работать в другой системе координат, например, в G55. Как и большинство G-кодов, G-код рабочей системы координат является модальным и сохраняется активным в памяти СЧПУ до тех пор, пока его не отменят. Для того чтобы избежать ошибки, в строку безопасности включают код требуемой рабочей системы координат (G54–G59).
Код G80 отменяет все постоянные циклы (например, циклы сверления) и их параметры. Отмена постоянных циклов необходима, так как все координаты после G-кода постоянного цикла относятся непосредственно к нему и для выполнения других операций нужно «сказать» системе ЧПУ, что цикл закончен.
Код G90 активирует работу с абсолютными координатами. Хотя большинство программ обработки создаются в абсолютных координатах, возможны случаи, когда требуется выполнять перемещения инструмента в относительных координатах (G91).
7. Форматирование УП как фактор обеспечения ее совместимости
В начале этой главы мы рассмотрели пример, наглядно демонстрирующий, что нет особого смысла уменьшать размер УП, а есть смысл сделать так, чтобы программа обработки была хорошо читаемой. Хорошая читаемость программы обеспечивается четкой структурой, комментариями, номерами кадров и пробелами между словами данных, то есть ее форматом. Однако это не единственная причина для форматирования УП.
Второй причиной является совместимость. Если все программисты в вашей компании будут использовать одинаковый формат, то каждый из них без особых хлопот разберется в программе своего коллеги, сможет найти ошибку и исправить ее. Пожалуй, самой важной причиной для форматирования УП является специфика многоинструментальной обработки на современных станках с ЧПУ.
Особенность этой работы заключается в частой смене инструмента и в многократном использовании одного и того же инструмента. У оператора станка с ЧПУ может возникнуть необходимость перезапуска программы с определенного номера инструмента или операции. Для этого требуется особая технология написания УП, нужна определенная избыточность информации.
Опытный программист всегда включает в УП некоторый набор дополнительных команд, позволяющих оператору станка «стартовать» из определенных кадров программы. Этими командами могут быть не только команды включения требуемых оборотов шпинделя S и М03, но и строки безопасности, команды на выполнение компенсации длины и коррекции на радиус инструмента. Это означает, что одна управляющая программа может состоять из множества «мини-программ»:
%
O0002
(PROGRAM NAME – T) (DATE=DD-MM-YY – 15-09-04 TIME=HH:MM – 22:55)
N100 G21
N102 G00 G17 G40 G49 G80 G90 (1 OPERATION)
N104 T1 M6
N106 G00 G90 G54 X-88.783 Y47.985 A0. S1000M3
N108 G43 H1 Z100.
…
(2 OPERATION)
N134 T2 M6
N136 G00 G90 G54 X-88.783 Y47.985 A0. S1000M3
N138 G43 H2 Z100.
…
(3 OPERATION)
N164 T3 M6
N166 G00 G90 G54 X-88.783 Y47.985 A0. S1000M3
N168 G43 H3 Z100.
…
(4 OPERATION)
N194 T4 M6
N196 G00 G90 G54 X-88.783 Y47.985 A0. S1000M3
N198 G43 H4 Z100.
…
(5 OPERATION)
N224 T5 M6
N226 G00 G90 G54 X-88.783 Y47.985 A0. S2000M3
N228 G43 H5 Z100.
…
N248 M08
N250 G28 X0 Y0 Z0
N252 M30
%
Просмотров: 38
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем cтанки с числовым программным управлением.
Станки с числовым программным управлением отличаются от обычных тем, что контролируются не оператором в процессе работы, а управляющей программой, составленной до начала работы. От того, насколько грамотно составлена программа, во многом зависит качество обрабатываемых деталей. Качество же отработки самой программы определяется, с одной стороны, характеристиками механической части станка (точностью, жесткостью и другими), с другой – совершенством стойки ЧПУ (дискретность, математическое обеспечение и прочее).
Наибольшее распространение получили три системы числового программного управления: Heidenhain, Sinumerik и Fanuc (рис. 3.26). Все они поддерживают стандартный код ISO, однако имеют наборы специфических команд. Например, пакет пятиосевой трансформации, решая одни и те же задачи, реализован по-разному в каждой системе.
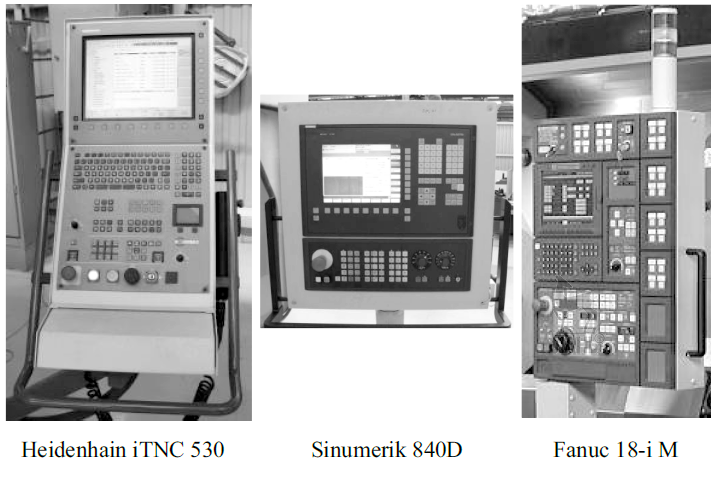
Рис. 3.26. Стойки ЧПУ основных производителей
Управляющая программа представляет собой последовательность кадров (строчек), в которых задана траектория перемещения инструмента и технологические команды – включение и выключение вращения шпинделя, подача СТОС, смена инструмента и др. Каждый кадр состоит из слов, сочетания адреса (X, Y, T, S…) и числа, записываемого в этот адрес памяти стойки (см. табл. 3.13)
3.13. Шаблон типового кадра управляющей программы

Так, для перемещения в позицию 100 по координате Х следует задать адрес позиционирования X100 и тип перемещения, например линейное, на рабочей подаче – технологическую команду G1. В современных стойках ЧПУ номер кадра не является обязательным блоком и служит для удобства наладчика и программиста
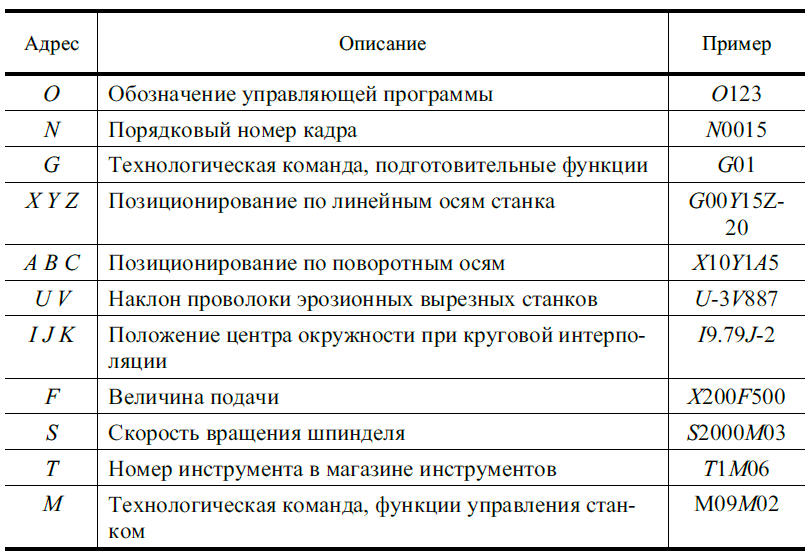
Основные адреса позиционирования приведены в таблице 3.14, основные G-коды и М-коды – в таблицах 3.15 и 3.16.
3.14. Основные адреса позиционирования
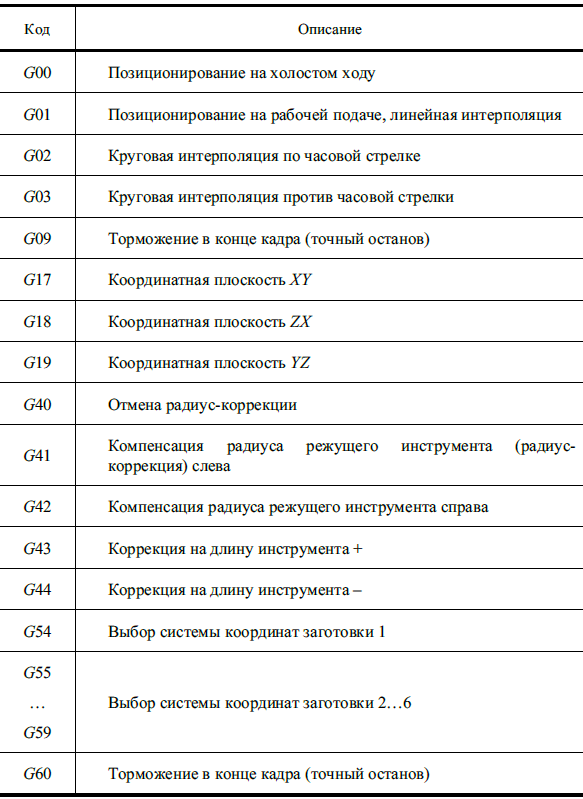
3.15. Основные G-коды (подготовительные функции)
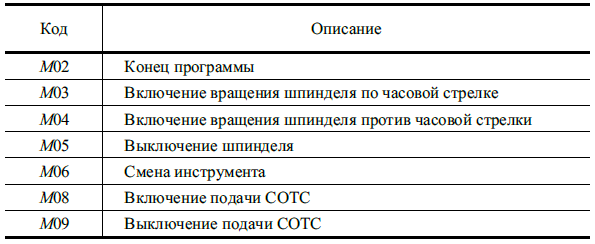
3.16. Основные M-коды (функции управления станком)
Различают модальные и немодальные (одноблочные) команды. Немодальные действуют только на тот кадр, где встречаются. Модальные работают как тумблер, будучи включены, распространяют свое действие на все последующие кадры. То есть немодальные команды необходимо указывать в каждом кадре, а модальные достаточно в одном. Например:
N10 G90 G0 G9 X100 Y200
N15 G9 Z50
N20 G91 G1 X100 F350
N25 Y200.
В кадре N10 происходит перемещение в абсолютных координатах G90 в точку X = 100; Y = 200 на холостом ходу G0 с торможением в конце кадра G9. G90 и G0 модальные, поэтому в следующем кадре происходит перемещение, также на холостом ходу в точку с абсолютными координатами X100; Y200; Z50. G9 не модальная команда, ее приходится повторять.
В кадре N20 отменяем действие G90, указав G91 – происходит относительное перемещение по координате X на 100 мм (в точку с абсолютными координатами X200; Y200; Z50), причем на рабочем ходу G1 с подачей F 350 мм/мин. G91 и G1 модальные, поэтому в следующем кадре N25 произойдет перемещение на рабочем ходу на 200 мм по оси Y (в точку с абсолютными координатами X200; Y400; Z50).
При разработке программы используют линейную или круговую интерполяцию. Стойка ЧПУ рассчитывает траекторию движения инструмента (положение в каждый момент времени при отработке кадра) из текущей позиции в запрограммированную конечную по прямой в случае линейной интерполяции и по дуге окружности в случае круговой. Строго говоря, движение по дуге станок отрабатывает тоже прямыми отрезками, но они достаточно малы, чтобы аппроксимировать дугу с требуемой точностью.
Кадр круговой интерполяции, в отличие от линейной, должен содержать не только координаты конечной точки X, Y, Z но и адреса I, J, K, задающие центр дуги окружности, по которой происходит перемещение. Например:
N30 G1 X20.202 F500
N35 G3 X32.927 Y–11.562 I9.798 J–2
N40 G1 Y31.
Используя круговую интерполяцию, следует предварительно указать, в какой координатной плоскости происходит расчет командами G17, G18 или G19 (рис. 3.27). Так, при движении в плоскости XY (G17) адрес I соответствует расстоянию по координате X; J соответствует Y.
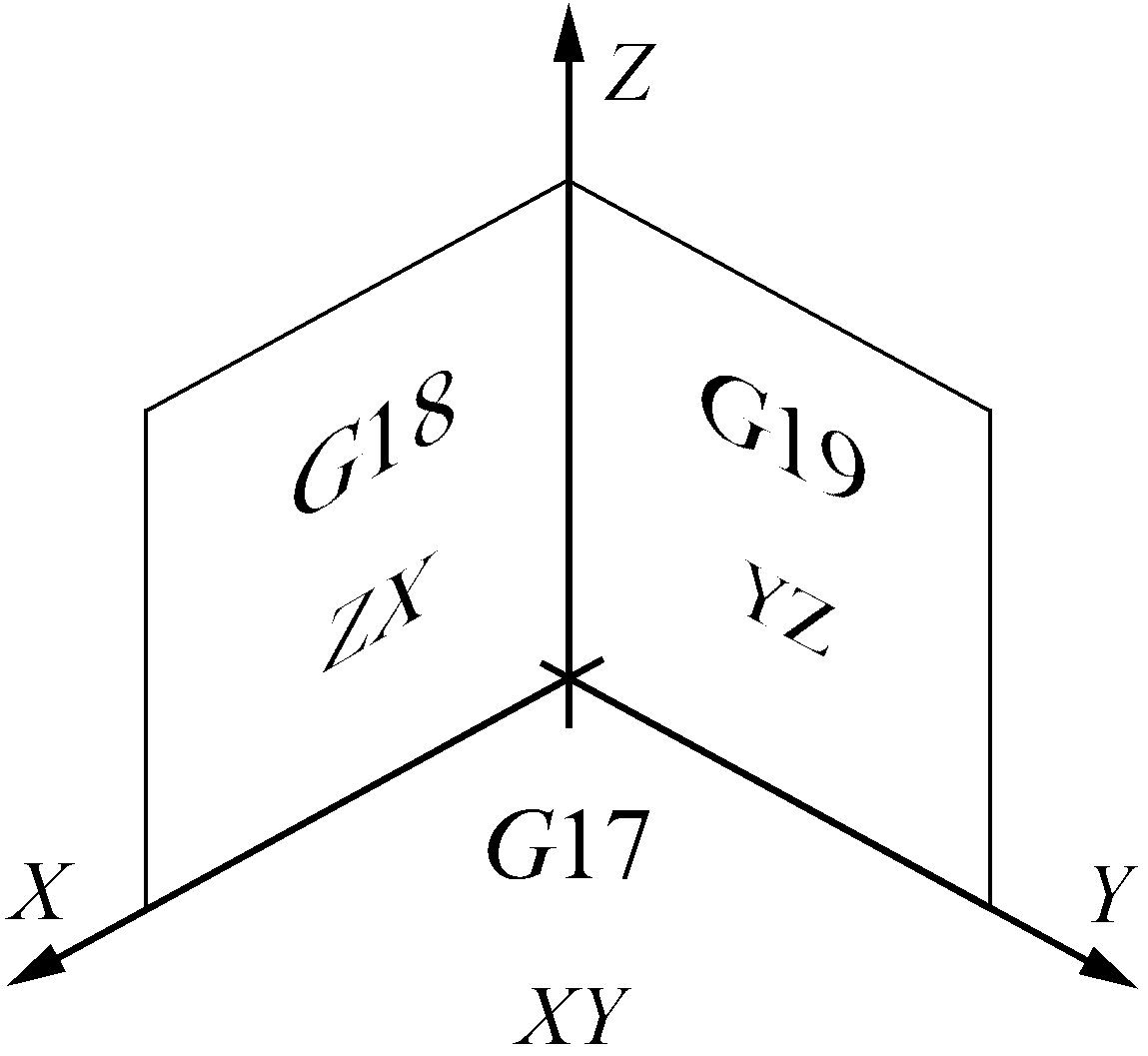
Рис. 3.27. Координатные плоскости
Следует помнить о двух основных способах определения I, J, K:
- абсолютный («вектор»), заданы абсолютные координаты центра окружности в системе координат, в которой рассчитана программа (рис. 3.28);
- относительный, центр окружности задан как смещение относительно точки интерполяции (запрограммированное конечное положение) предыдущего кадра (рис. 3.29).
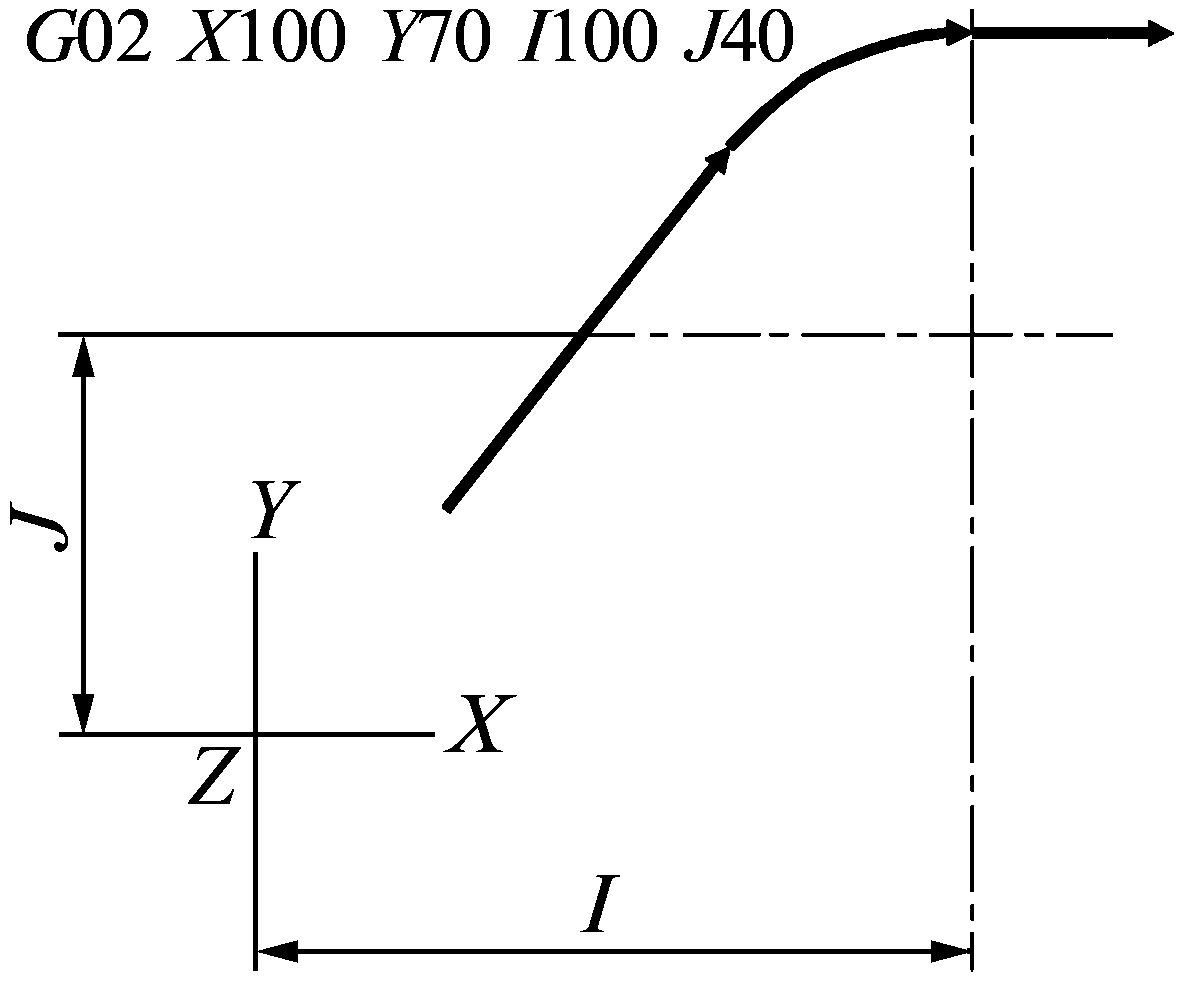
Рис. 3.28. Абсолютное положение координат центра окружности
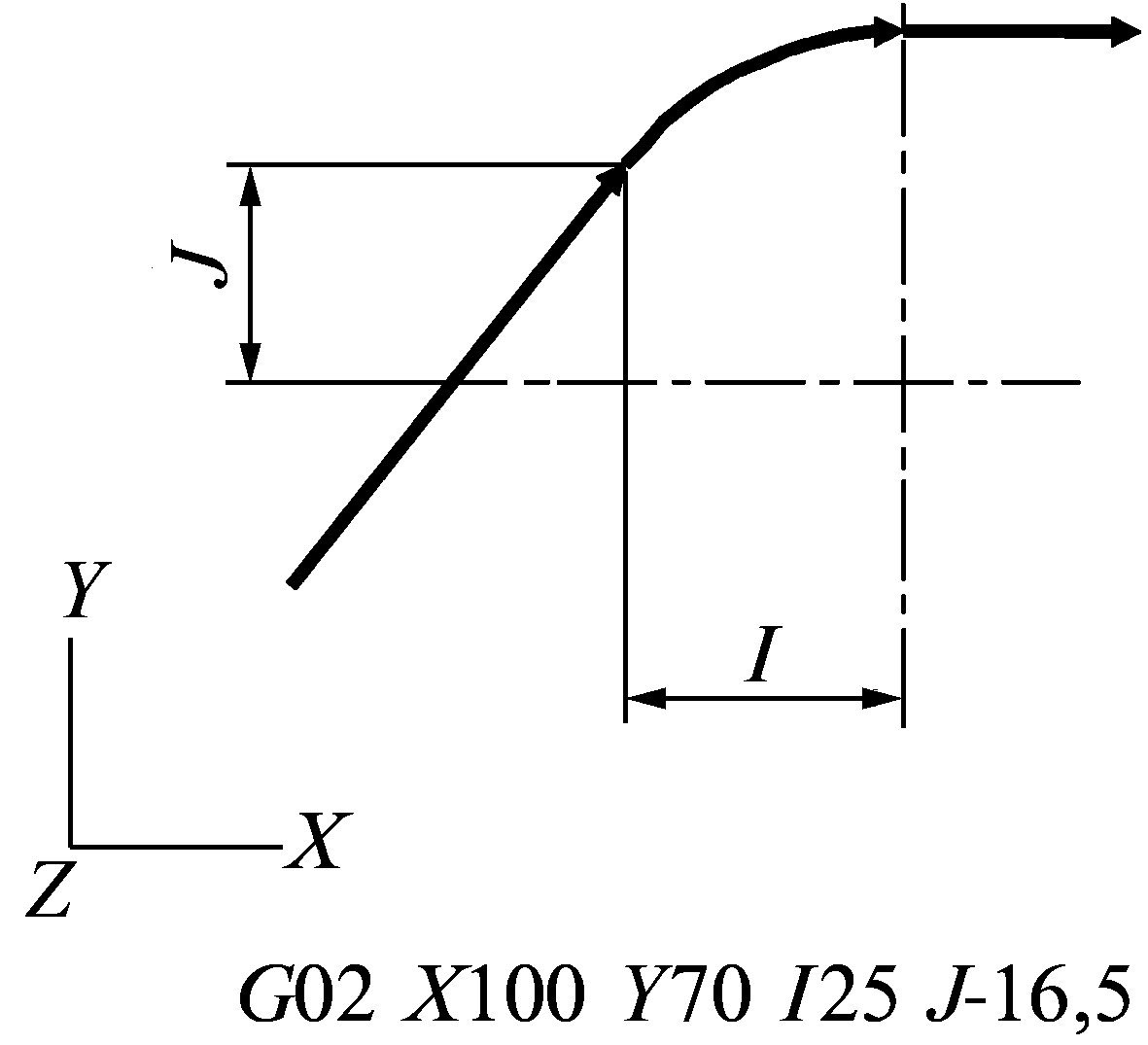
Рис. 3.29. Относительное положение координат центра окружности
Причем относительное смещение может измеряться от центра дуги до конечной точки предыдущего кадра или от конечной точки до центра, то есть отличаться знаком. Имея центр дуги, придти в ее конечную точку можно как по часовой стрелке, так и против. Профиль на детали будет обработан разный. Поэтому нельзя забывать указывать направление движения при круговой интерполяции – по часовой стрелке G02 или против G03 (рис. 3.30).
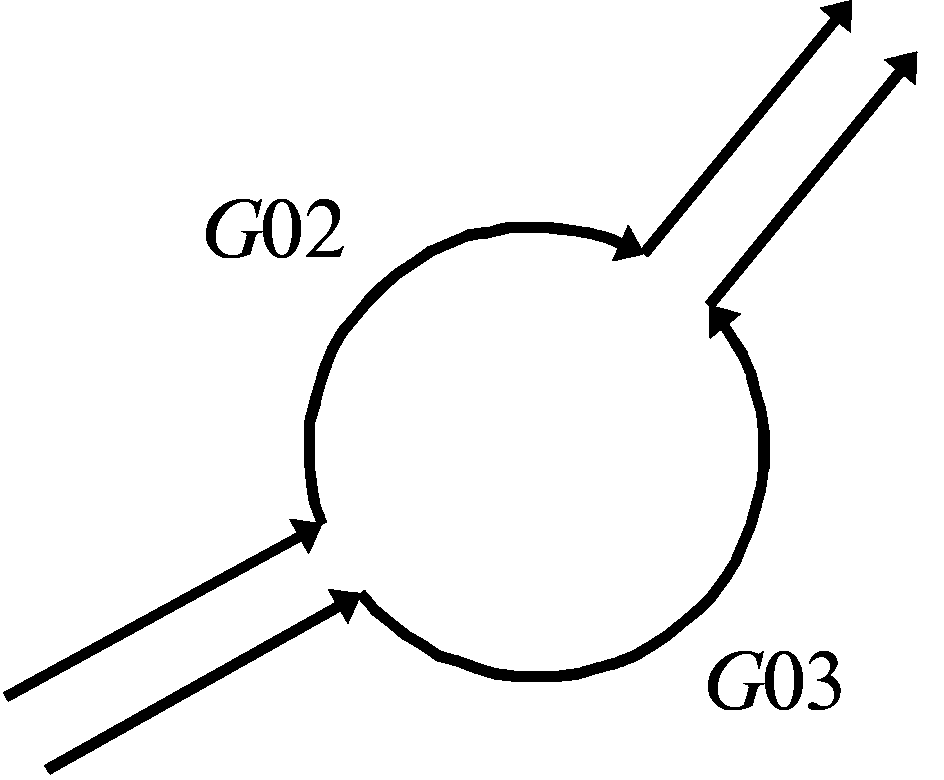
Рис. 3.30. Направление круговой интерполяции
Любая управляющая программа разработана в определенной системе координат, привязанной к настроечным базам обрабатываемой детали, которую можно назвать системой координат заготовки. Станок имеет свою, машинную или ссылочную, систему координат. Чтобы связать эти две системы, используется таблица смещений начала системы координат заготовки в координатах машинной системы.
Выбор требуемой системы координат заготовки осуществляется командами G54…G59. Разумеется, предварительно необходимо занести фактические значения в таблицу смещений – машинные координаты настроечных баз, установленных на столе станка деталей.
Традиционно настроечные базы определяют с помощью индикатора часового типа. Более современный метод использования контактных щупов (головки Renishaw) (рис. 3.31).

Рис. 3.31. Определение настроечных баз
Управляющая программа обычно рассчитана с учетом заданной геометрии инструмента. Если возникает необходимость использовать инструмент, отличающийся от расчетного, следует ввести коррекцию. Коррекция на радиус инструмента задается командами G41 и G42 в зависимости от положения инструмента относительно детали (припуска) слева и справа соответственно (рис. 3.32).
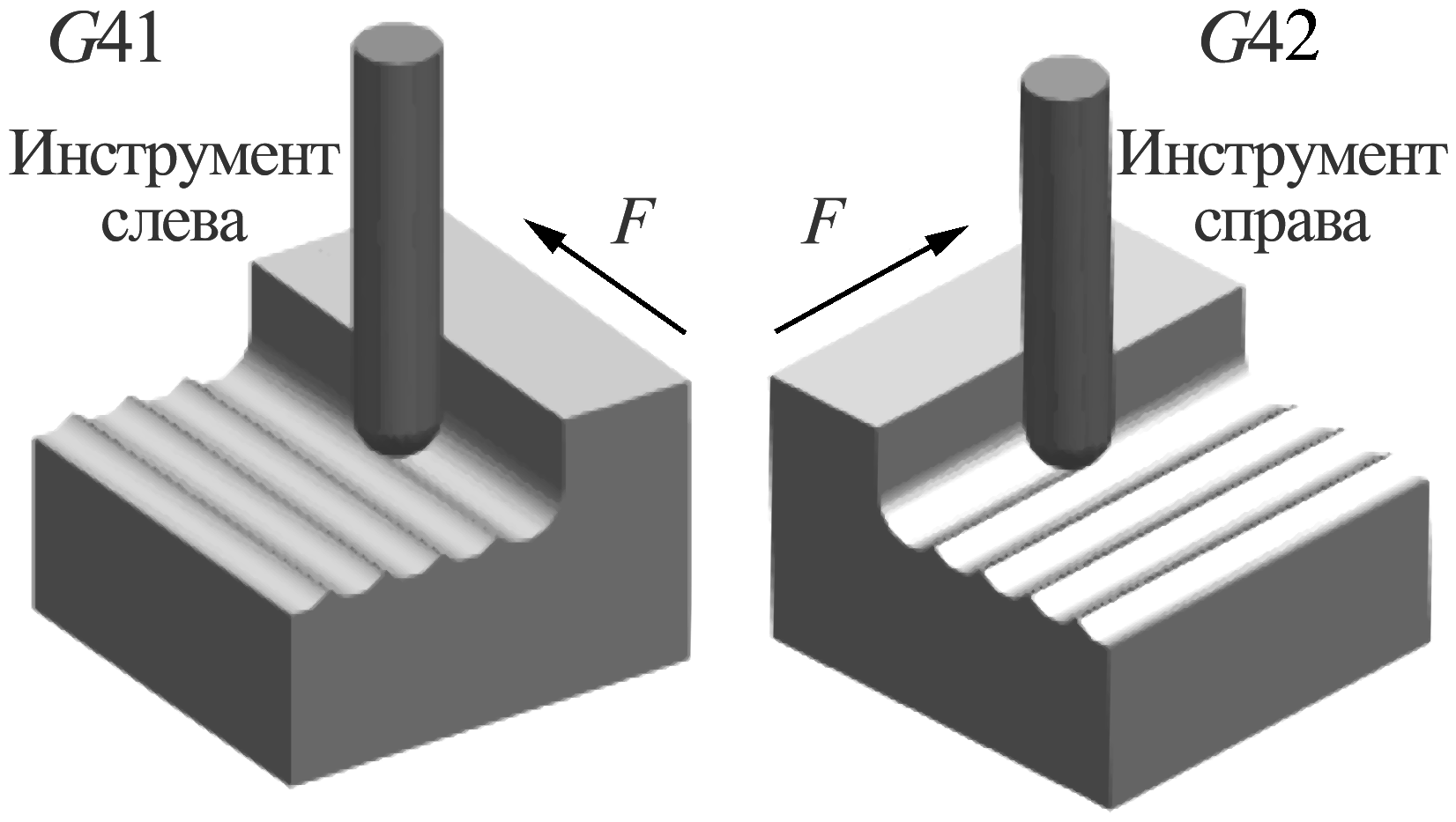
Рис. 3.32. Компенсация радиуса режущего инструмента (радиус-коррекция)
Следует указать координатную плоскость, в которой осуществляется компенсация, для фрезерных станков это G17 (XY). Отмена радиус-коррекции – G40. Для определения фактического вылета инструмента используются специальные датчики.
Рассмотренная компенсация на инструмент работает в плоскости и подходит только для двух- и трехосевой обработки. Современные системы ЧПУ позволяют осуществлять компенсацию на инструмент и для многокоординатной обработки. При этом используются уже совсем другие функции, управляющая программа становится более сложной и воспринимать ее так же легко, как в обычном формате удается не сразу.
Многокоординатная обработка отличается от двух- и трехосевой наличием не только линейных перемещений, но и вращения исполнительных органов – поворотных столов, планшайб и шпиндельных бабок. Традиционно программируется непосредственно поворот исполнительного органа в градусах, например для осей поворота А и С:
N55 G00 X39.9 Y25 Z 232 A–40 C–28
N60 Z142
N65 G01 X35 Y27.3 Z133.9 F250.
Международные стандарты, которым должны следовать все производители оборудования, предписывают обозначать поворотные оси фрезерных станков в зависимости от линейных осей, вокруг которых происходит вращение (когда другие оси стоят в «ноле») (рис. 3.33).
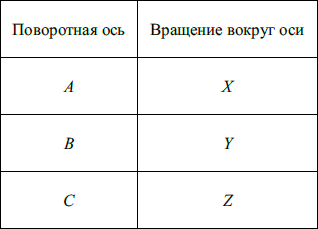
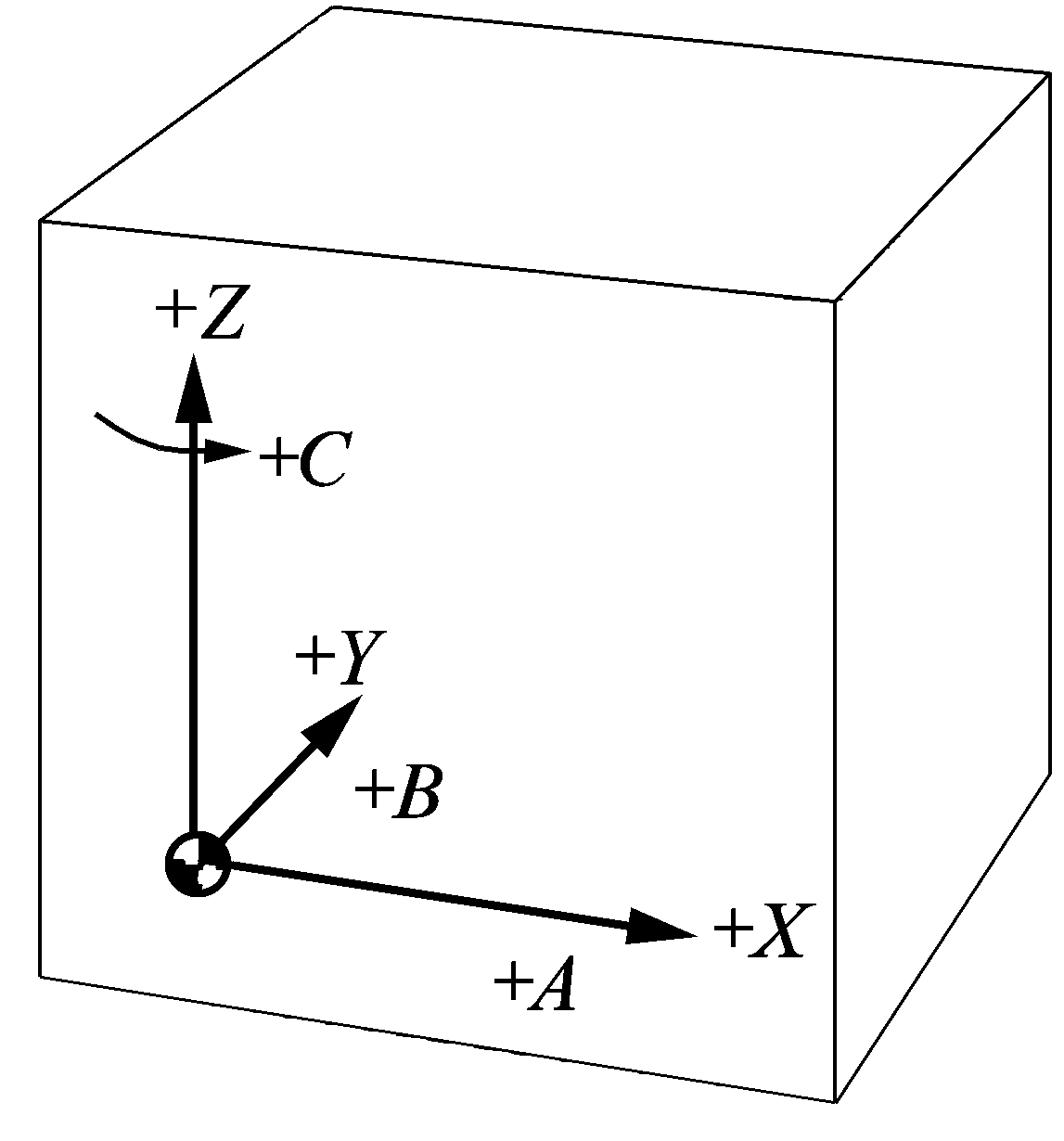
Рис. 3.33. Стандартные обозначения осей поворота
Положительное направление соответствует вращению против часовой стрелки. При этом имеется в виду, что инструмент движется вокруг детали. Если же компоновка станка такова, что деталь вращается вокруг инструмента, т.е. установлена на поворотном столе, то не следует забывать, что наблюдаемое вращение стола с деталью против часовой стрелки соответствует отрицательному направлению. В этом случае движение инструмента относительно детали происходит, на самом деле, по часовой стрелке и в соответствии с принятым соглашением поворотная координата должна «идти в минус».
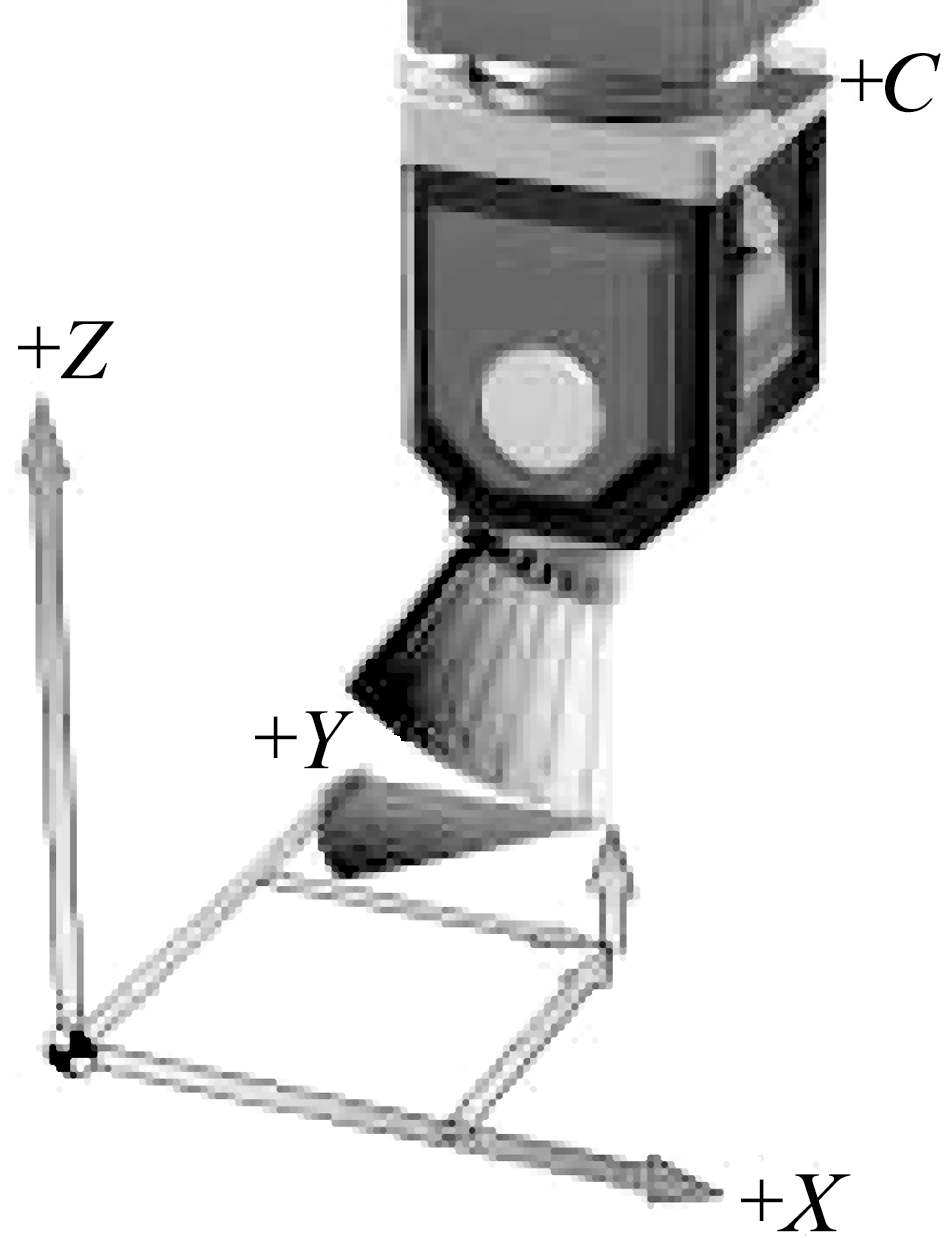
Рис. 3.34. Смещение при повороте
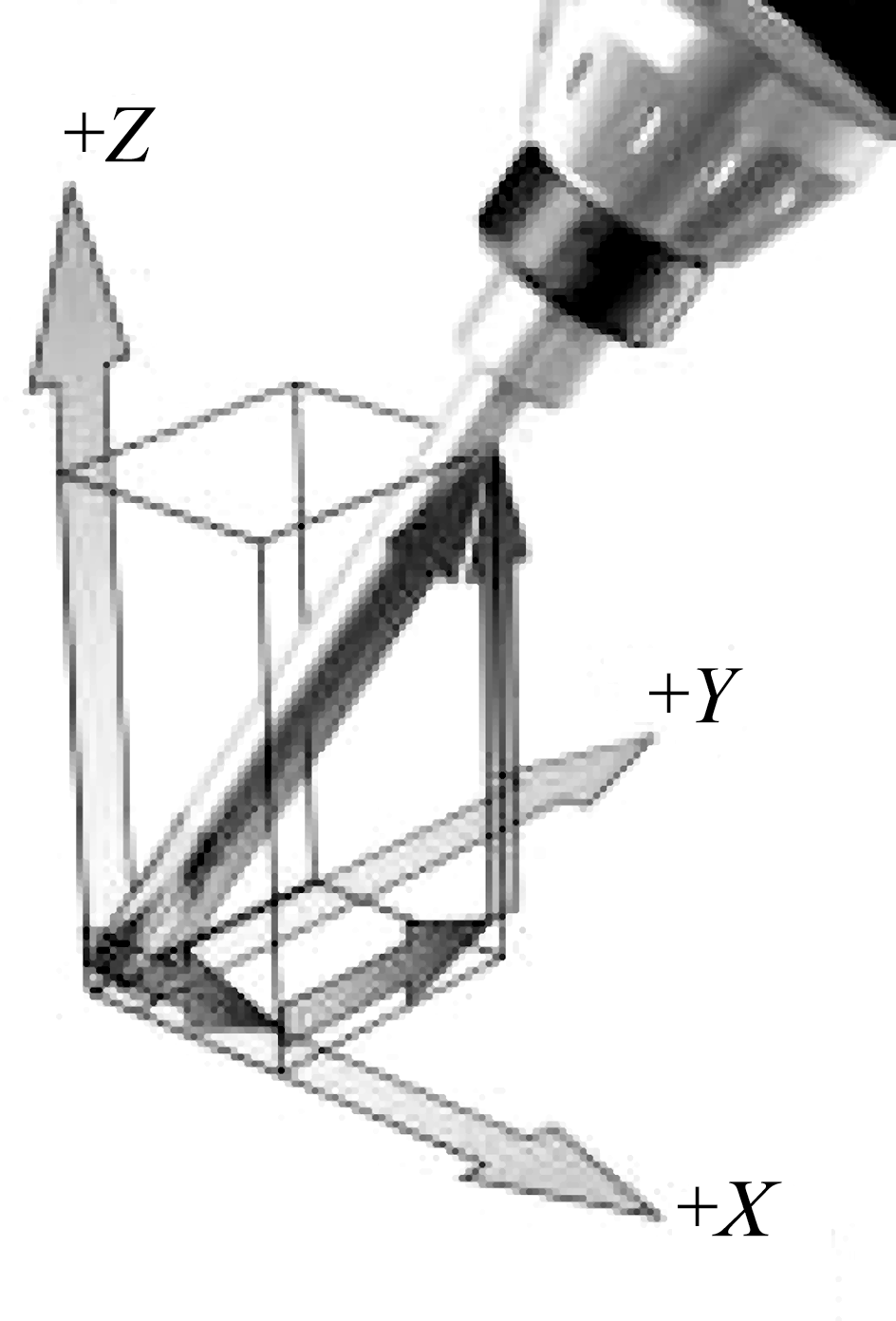
Рис. 3.35. Вектор оси инструмента
Проще запомнить следующее правило. Если против часовой стрелки вращается:
узел с инструментом – «плюс»;
узел с деталью – «минус».
Программирование непосредственно в координатах поворота исполнительных органов имеет существенный недостаток. Поскольку при вращении стола с деталью или шпиндельной бабки есть определенное плечо поворота, изменяется не только угловое положение детали или инструмента, но и линейное (рис. 3.34). Возникшее смещение необходимо учесть. Эту задачу может решить постпроцессор, пересчитав и внеся в текст программы соответствующее положение. Но у каждого станка плечо поворота индивидуально и на каждый станок приходится разрабатывать свой постпроцессор.
Современный подход – это машинонезависимое программирование, когда рассчитывают только взаимное расположение инструмента и детали, а все нюансы, связанные с кинематикой станка, решает сам станок. Для этого используются функции так называемой пятиосевой трансформации. Основное преимущество такого подхода – абсолютная независимость управляющей программы от кинематики станков. Единственное ограничение состоит в том, что стойки ЧПУ должны быть одного производителя. Кроме того, программа уже не привязана к конкретному расположению детали на столе станка (точнее, к расстоянию от настроечных баз детали до осей поворота).
Пакет пятиосевой трансформации у каждого производителя выполнен по-разному, однако концепция использована одна. Кадры управляющей программы дополняют блоками, описывающими пространственную ориентацию оси инструмента в системе координат заготовки, а именно, проекциями вектора оси на координатные оси. Программу сопровождают командами, включающими и выключающими трансформацию. Для стойки Heidenhain управляющая программа имеет следующий вид:
N70 M128
N75 LN X100 Y200 Z300 TX0.45 TY0.58 TZ-0.67
N80 M129.
Для Siemens:
N85 TRAORI
N90 G01 X100 Y200 Z300 A3 = 0,45 B3 = 0,58 C3 = –0,67
N95 TRAFOF.
Компенсация геометрии инструмента в случае пятиосевой трансформации требует включения информации о векторе нормали к обрабатываемой поверхности в точке контакта инструмента с деталью (рис. 3.35). Heidenhain использует следующий формат:
N10 LN X100 Y200 Z300 TX = 0,45 TY = 0,58 TZ = –0,67 NY0.79 NZ0.61: NX = 0.
Siemens рассматривает две точки контакта, в начале кадра (A4, B4, C4) и в конце (A5, B5, C5):
N15 CUT3DF
N20 G01 X100 Y200 Z300 A3 = 0,45 B3 = 0,58 C3 = –0,67 A4 = 0 B4 = 0,65
C4 = 0,75 A5 = 0 B5 = 0,79 C5 = 0,61.
Чтобы правильно рассчитать компенсацию, системе ЧПУ необходимо предварительно указать необходимую информацию о геометрии инструмента, для которого была рассчитана программа. Тогда можно без потери точности применить переточенный инструмент с измененной геометрией.
Системы числового программного управления непрерывно развиваются, следуя возрастающим требованиям современной индустрии. Совершенствуется как аппаратная, так и программная часть. Рост быстродействия системы (как генератора импульсов, так и обратной связи) позволяет повысить точность позиционирования и скорость перемещения исполнительных узлов станка.
Увеличение скорости обработки влечет динамические перегрузки станка, которые приходится сглаживать, регулируя процесс разгона-торможения. Эта задача решается программным обеспечением, которое развивается и в других направлениях, совершенствуя сервисные функции, удобство работы со стойкой.