Хвостовики инструмента с конусом Морзе. Метрические конусы

Конусы Морзе
Конус Морзе, предложенный изобретателем Стивеном Морзе является наиболее применяемым способом крепления инструмента. Существующее подразделение на восемь размеров, от КМ0 до КМ7, и девять размеров укороченных позволяют применять конический хвостовик для различного режущего инструмента, оснастки и приспособлений. Конусность при этом варьируется в соотношении от 1:19,002 (при угле 1°25′43″) до 1:20,047 (угол при этом соотношении равен 1°30′26″).
КМ7 отечественным ГОСТом 25557-82 не рекомендуется к применению и вместо него применяется метрический конус № 80, например в отверстии шпинделя некоторых токарных станков.
Типоразмер конуса в качестве хвостовика инструмента зависит от способа установки и предназначения последнего, и бывает как укороченным, так и Конусы Морзе или с лапкой.
Метрические конусы
Для расширения диапазона конусов Морзе как в меньшую, так и в большую сторону была выбрана конусность 1:20 с углом 1°25′56″ с обозначением типоразмера по наибольшему диаметру. В итоге в ряду конусов схожих по конструкции с Морзе присутствуют как маленькие метрические конуса №4 и №6, так и большие №80, №100, №120, №160, №200.
Конусы Морзе и метрические с резьбовым отверстием
Для надёжной фиксации инструмента, как например фрез, применяется конус Морзе с внутренним резьбовым отверстием. Фиксирование (затягивание) выполняется с помощью штревеля, или болтом, если инструмент устанавливается в переходную втулку. Данная конструкция также способствует быстрой и удобной замене инструмента путём выжимания конусного хвостовика.
Основные размеры наружных инструментальных метрических и Морзе конусов с резьбовым отверстием
|
| ||||||||||
| Наименование конуса | N конуса | Конусность | D, мм | D1, мм | d, мм | l, мм | Lmax, мм | tmax, мм | M | t1, min, мм |
| Морзе | 1 | 1:20,047 | 12,065 | 12,2 | 9 | 3,5 | 57 | 5 | M6 | 16 |
| 2 | 1:20,020 | 17,780 | 18 | 14 | 5 | 69 | 5 | M10 | 24 | |
| 3 | 1:19,992 | 23,825 | 24,1 | 19 | 5 | 86 | 7 | M12 | 28 | |
| 4 | 1:19,254 | 31,267 | 31,6 | 25 | 6,5 | 109 | 9 | M16 | 32 | |
| 5 | 1:19,002 | 44,399 | 44,7 | 35,7 | 6,5 | 136 | 10 | M20 | 40 | |
| 6 | 1:19,180 | 63,348 | 63,8 | 51 | 8 | 190 | 16 | M24 | 50 | |
| Метрический | 80 | 1:20 | 80 | 80,4 | 67 | 8 | 204 | 24 | M30 | 65 |
| 100 | 1:20 | 100 | 100,5 | 85 | 10 | 242 | 30 | M36 | 80 | |
| 120 | 1:20 | 120 | 120,6 | 102 | 12 | 280 | 36 | M36 | 80 | |
| 160 | 1:20 | 160 | 160,8 | 138 | 16 | 356 | 48 | M48 | 100 | |
| 200 | 1:20 | 200 | 201 | 174 | 20 | 432 | 60 | M48 | 100 |

Конусы Морзе и метрические с лапкой
Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной фиксации режущего инструмента и предотвращения проворачивания имеет паз для лапки конуса. Сквозное поперечное отверстие предназначено для установки в паз клина, и нетрудного извлечения конусной оправки инструмента.
Основные размеры наружных инструментальных метрических и Морзе конусов
|
| |||||||||
| Наименование конуса | N конуса | Конусность | D, мм | D1, мм | d1, мм | a, мм | Lmax, мм | lmax, мм | emax, мм |
| Метрический | 4 | 1:20 | 4 | 4,1 | — | 2 | — | — | — |
| 6 | 1:20 | 6 | 6,2 | — | 3 | — | — | — | |
| Морзе | 0 | 1:19,212 | 9,045 | 9,2 | 6,1 | 3 | 59,5 | 56,5 | 10,5 |
| 1 | 1:20,047 | 12,065 | 12,2 | 9 | 3,5 | 65,5 | 62 | 13,5 | |
| 2 | 1:20,020 | 17,780 | 18 | 14 | 5 | 80 | 75 | 16 | |
| 3 | 1:19,992 | 23,825 | 24,1 | 19,1 | 5 | 99 | 94 | 20 | |
| 4 | 1:19,254 | 31,267 | 31,6 | 24,5 | 6,5 | 124 | 117,5 | 24 | |
| 5 | 1:19,002 | 44,399 | 44,7 | 35,7 | 6,5 | 156 | 149,5 | 29 | |
| 6 | 1:19,180 | 63,348 | 63,8 | 51 | 8 | 218 | 210 | 40 | |
| Метрический | 80 | 1:20 | 80 | 80,4 | 69 | 8 | 228 | 220 | 48 |
| 100 | 1:20 | 100 | 100,5 | 87 | 10 | 270 | 260 | 58 | |
| 120 | 1:20 | 120 | 120,6 | 105 | 12 | 312 | 300 | 68 | |
| 160 | 1:20 | 160 | 160,8 | 141 | 16 | 396 | 380 | 88 | |
| 200 | 1:20 | 200 | 201 | 177 | 20 | 480 | 460 | 108 |

Диаметры D1 и d1 являются теоретически-расчётными и зависят от номинальных размеров D, a и l.
Основные размеры внутренних инструментальных метрических и Морзе конусов
|
| ||||||
| Наименование конуса | N конуса | Конусность | D, мм | g, мм | h, мм | l1, мм |
| Метрический | 4 | 1:20 | 4 | 2,2 | 8 | 21 |
| 6 | 1:20 | 6 | 3,2 | 12 | 29 | |
| Морзе | 0 | 1:19,212 | 9,045 | 3,9 | 15 | 49 |
| 1 | 1:20,047 | 12,065 | 5,2 | 19 | 52 | |
| 2 | 1:20,020 | 17,780 | 6,3 | 22 | 62 | |
| 3 | 1:19,992 | 23,825 | 7,9 | 27 | 78 | |
| 4 | 1:19,254 | 31,267 | 11,9 | 32 | 98 | |
| 5 | 1:19,002 | 44,399 | 15,9 | 38 | 125 | |
| 6 | 1:19,180 | 63,348 | 19 | 47 | 177 | |
| Метрический | 80 | 1:20 | 80 | 26 | 52 | 186 |
| 100 | 1:20 | 100 | 32 | 60 | 220 | |
| 120 | 1:20 | 120 | 38 | 70 | 254 | |
| 160 | 1:20 | 160 | 50 | 90 | 321 | |
| 200 | 1:20 | 200 | 62 | 110 | 388 |

Укороченные конусы Морзе
По причине избыточности длины конуса Морзе при некотором его применении, был образован стандарт укороченных конусов. В обозначении конуса находится значение наибольшего диаметра образованного после уменьшения длины при сохранении соотношения. Таким образом девять типоразмеров укороченных конусов, В7, В10, В12, В16, В18, В22, В24, В32, В45 получили распространение при установке сверлильных патронов и другого инструмента.
Значения диаметров D1 и d1 являются теоретически-расчётными и зависят от номинальных размеров D и L.
Основные размеры укороченных конусов Морзе
| Наименование конуса | N конуса Морзе | D, мм | D1, мм | d1, мм | amax, мм | L, мм | M | l1, мм |
| B7 | 0 | 7,067 | 7,2 | 6,5 | 3,0 | 11,0 | — | — |
| B10 | 1 | 10,094 | 10,3 | 9,4 | 3,5 | 14,5 | — | — |
| B12 | 1 | 12,065 | 12,2 | 11,1 | 3,5 | 18,5 | М6 | 16,0 |
| B16 | 2 | 15,733 | 16,0 | 14,5 | 5,0 | 24,0 | — | — |
| B18 | 2 | 17,780 | 18,0 | 16,2 | 5,0 | 32,0 | М10 | 24,0 |
| B22 | 3 | 21,793 | 22,0 | 19,8 | 5,0 | 40,5 | — | — |
| B24 | 3 | 23,825 | 24,1 | 21,3 | 5,0 | 50,5 | М12 | 28,0 |
| B32 | 4 | 31,267 | 31,6 | 28,6 | 6,5 | 51,0 | М16 | 32,0 |
| B45 | 5 | 44,399 | 44,7 | 41,0 | 6,5 | 64,5 | М20 | 40,0 |

Конус Морзе – это одно из самых распространенных средств для закрепления инструмента на станке. Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Область применения конуса Морзе – это машиностроение. С его помощью можно быстро и очень точно закрепить режущий инструмент. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.

Конус Морзе
Габариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.

Размеры конуса Морзе
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
Преимущества:
- заклинивание хвостовиков в шпинделе гораздо меньше;
- меньшие размеры;
- улучшенный упор по оси;
- простота закрепления;
- автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Скачать ГОСТ 25557-82
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.

Укороченный конус
Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.

HSK 63
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.

R8
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи смазочно-охлаждающей жидкости (СОЖ);
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.

B12 и B16
Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Конус Морзе – это вспомогательное приспособление, используемое для фиксации промышленного инструмента. Устройство обеспечивает быструю смену оснастки без потери точности выполнения операций. Прототип изделия был изготовлен в 1864 году, с тех пор оно успешно применяется в промышленности.

В материале:
- Актуальные стандарты
- Разновидности хвостовиков
- Хвостовики с лапкой
- Хвостовики с резьбой
- Хвостовики с фиксацией трением
- Условные обозначения хвостовиков
- Метрические конусы Морзе
- Укороченные конусы Морзе
- Альтернативные решения
- Конусы 7:24
- Конусы HSK
- CAPTO
- Переходники
Актуальные стандарты
Размеры конусов Морзе зависят от их исполнения. В продаже представлены изделия 8 типоразмеров – от КМ0 до КМ7. Характеристики каждого типоразмера прописаны в отраслевых нормативах. Там же отображается специфика совместимого оборудования.

Рис. 1 Конус Морзе с патроном и без него
Отечественные и зарубежные стандарты, регламентирующие изготовление конусов Морзе:
- ISO 296;
- DIN 228;
- ГОСТ 25557-2016.
Конусы Морзе по ГОСТ представлены не всеми типоразмерами. В российском стандарте отсутствуют изделия, относящиеся к категории КМ7. Они заменены конусами №80, несовместимыми с аналогами зарубежного производства.
Разновидности хвостовиков
В продаже представлены токарные конусы Морзе с хвостовиками нескольких типов. Элементы различаются спецификой исполнения и особенностями фиксации.
Хвостовики с лапкой
Хвостовики с лапкой фиксируются путем заклинивания. Лапка попадает в соответствующий паз шпинделя, обеспечивая надежное крепление компонента. Она исключает проворачивание изделия, существенно упрощает его извлечение при необходимости.
Рис. 2 Конус Морзе с патроном и хвостовиком с лапкой

Хвостовики с резьбой
Хвостовики с резьбой вкручиваются в шпиндель, надежно фиксируются в посадочном проеме. Размер и тип резьбы определяются конструктивным исполнением.
Рис. 3 Конус Морзе с патроном и резьбовым хвостовиком

Хвостовики с фиксацией трением
Тип хвостовиков, не содержащих лапок и резьбы. Удержание изделия осуществляется за счет сил трения, возникающих при плотном контакте элементов конуса и шпинделя.
Рис. 4 Конус Морзе с патроном, фиксирующийся за счет трения

Условные обозначения хвостовиков
На хвостовиках конусов Морзе могут присутствовать условные обозначения, определяющие специфику их конструкции.
Обозначения хвостовиков внутреннего типа:
- BI –с пазом;
- AI –с отверстием по оси;
- BIK –с пазом и проемом для ОЖ;
- AIK – с отверстием и проемом для ОЖ.
Обозначение хвостовиков наружного типа:
- BE – с лапкой;
- АЕ – с отверстием;
- BEK –с лапкой и проемом для ОЖ;
- АЕК – с резьбой и проемом для ОЖ.
Маркировка конуса Морзе для станков также указывается в сопроводительной документации.
Метрические конусы Морзе
Метрические конусы созданы для расширения модельного ряда существующих изделий. Угол конуса Морзе в данном исполнении составляет 1°25’56″. Продукция обозначается номером или буквами «КМ» с привязкой к размеру наибольшего диаметра.

Таблица №1. Размеры конусов Морзе метрического типа
Укороченные конусы Морзе
Для решения ряда производственных задач длина классического конуса является чрезмерной. В данном случае целесообразно использование укороченных изделий. Длина таких конусов в 2 раза меньше оригинальной. Они оперативно фиксируются в шпинделе, позволяют качественно выполнять работы в ограниченном пространстве.
Укороченные модели пропорциональны конусам КМ, имеют соответствующие обозначения:
- В7 – КМ0 длиной 14 мм;
- В10 – КМ1 длиной 18 мм;
- В12 – КМ1 длиной 22 мм;
- В16 – КМ2 длиной 24 мм;
- В18 – КМ 2 длиной 32 мм;
- В22 – КМ3 длиной 45 мм;
- В24 – КМ3 длиной 55 мм;
- В32 – КМ4 длиной 57 мм.
Наиболее крупные конусы – В45. Они являются укороченной версией КМ5, имеют длину 71 мм.
Рис. 5 Конус 7:24

Альтернативные решения
В качестве замены конусов Морзе созданы аналогичные продукты. Они обладают рядом уникальных качеств, полностью или частично заменяют классические решения.
Конусы 7:24
Конусы 7:24 созданы для станков с возможность автоматизированной смены инструмента. Изделия лишены недостатков типовых конусов, связанных с заклиниванием, большими размерами и недостаточным контактом осевого упора.
Рис. 6 Конус 7:24

Продукция предназначена для предприятий с высокой степенью оснащенности, изготавливается в разных странах. Производители используют различные нормативы при производстве инструментальных конусов.
- ISO 7388. Международный стандарт, применяемый многими предприятиями ЕС.
- ГОСТ 25857-2014. Отечественный норматив, аналог стандарта ISO. Основные отличия кроются в параметрах используемых материалов.
- DV и SK. Нормы, применяемые в Германии.
- ANSI B15.18. Нормативные документы, используемые американскими производителями.
- JIS B6339. Японская вариация инструментальных конусов. Размерность изделий определяется в дюймовой системе исчисления.
- NFE 62540. Стандарт, используемый французскими производителями.
- IS 2340. Индийский стандарт.
При обозначении типоразмеров изделий используются цифры от 10 до 80. Шаг градации равен 5. Ниже представлена таблица размеров инструментальных конусов, где D – максимальный диаметр конусного проема, L – его глубина, а DF – диаметр фланца.

Таблица №2. Размеры инструментальных конусов
Конусы HSK
Конусы типа HSK ориентированы на фрезерные станки. Продукция изготавливается в соответствии с ГОСТ Р 12164 и DIN 69893. Изделия обозначаются буквами от А до F, в наименовании прописывается диаметр фланца (минимальное значение – 25 мм, максимальное – 160 мм).
Преимущества решений серии HSK:
- максимально быстрая замена металлорежущего инструмента;
- умеренный вес;
- возможность работы с резцами токарного типа;
- прекрасная повторяемость;
- высокие показатели жесткости.
Для работы с квадратными резцами требуются переходные элементы. Резцы некоторых производителей сразу имеют хвостовик HSK.
Рис. 7 Продукция серии HSK

CAPTO
Конусы CAPTO позиционируются как премиальный аналог изделий серии HSK. Продукция выпускается согласно ISO 26623, имеет треугольное сечение. Угол поверхности посадки аналогичен классическим конусам. Изделие надежно фиксируется в рабочем проеме, обеспечивает хорошую повторяемость в различных осях.
Продукция линейки CAPTO оптимальна для черновой и получерновой обработки. Она обеспечивает высокую жесткость соединения, что может привести к преждевременному износу шпинделя при значительной нагрузке.
В модельном ряде производителя присутствует 6 конусов. Изделия имеют маркировку от С3 до С10 , диаметр рабочего фланца составляет от 32 до 100 мм.
Переходники
При работе с конусами используются переходные оправки и переходные втулки на конус Морзе. Они упрощают проведении работ, исключая покупку дополнительной оснастки и инструмента.
Рис. 8 Переходная втулка с КМ2 на КМ3

Специалисты рекомендуют приобретать сертифицированные конусы и переходные элементы. Это обеспечит качественное выполнение работ, снизит вероятность поломок, сократит производственные издержки и расходы на дополнительную обработку заготовок.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МКС 25.100
ОКП 39 0000
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандарт |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Киргизия | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991)
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий:
— общего применения;
— малые;
— большие.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
AE — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
BEK — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
AEK — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
4 Размеры
4.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
| Категория конуса | Обозначение конуса |
| Конус общего применения | Конус Морзе N 1 — N 6 |
| Малый конус | Метрические конусы N 4 и N 6 и конус Морзе N 0 |
| Большой конус | Метрические конусы N 80 — N 200 |
4.2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
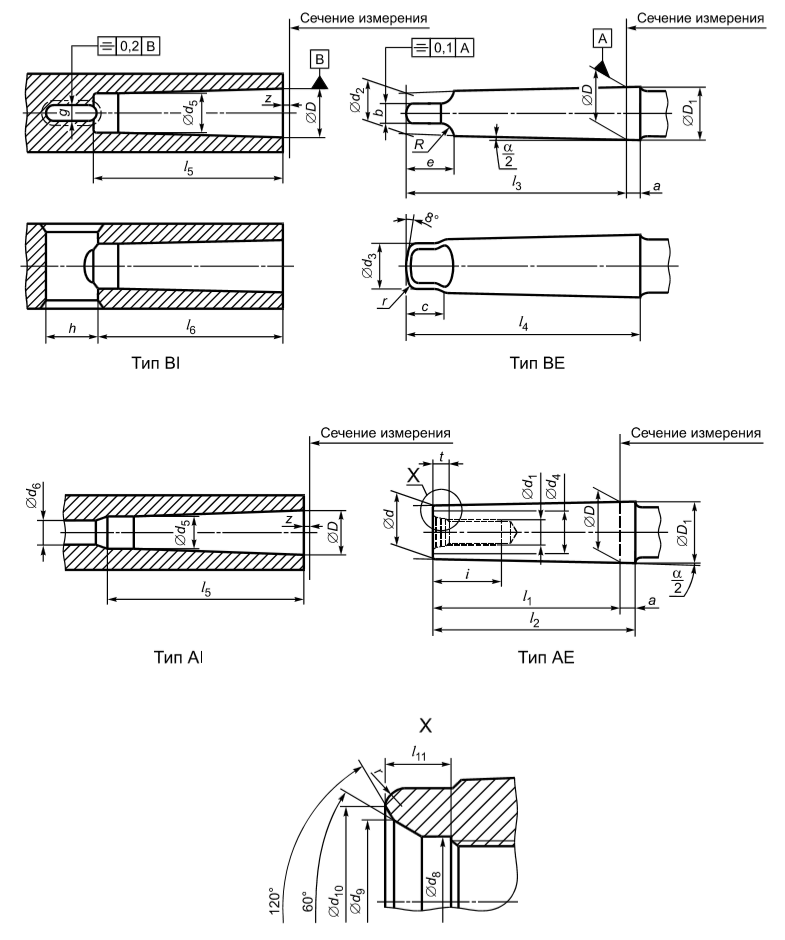
Рисунок 1, лист 1
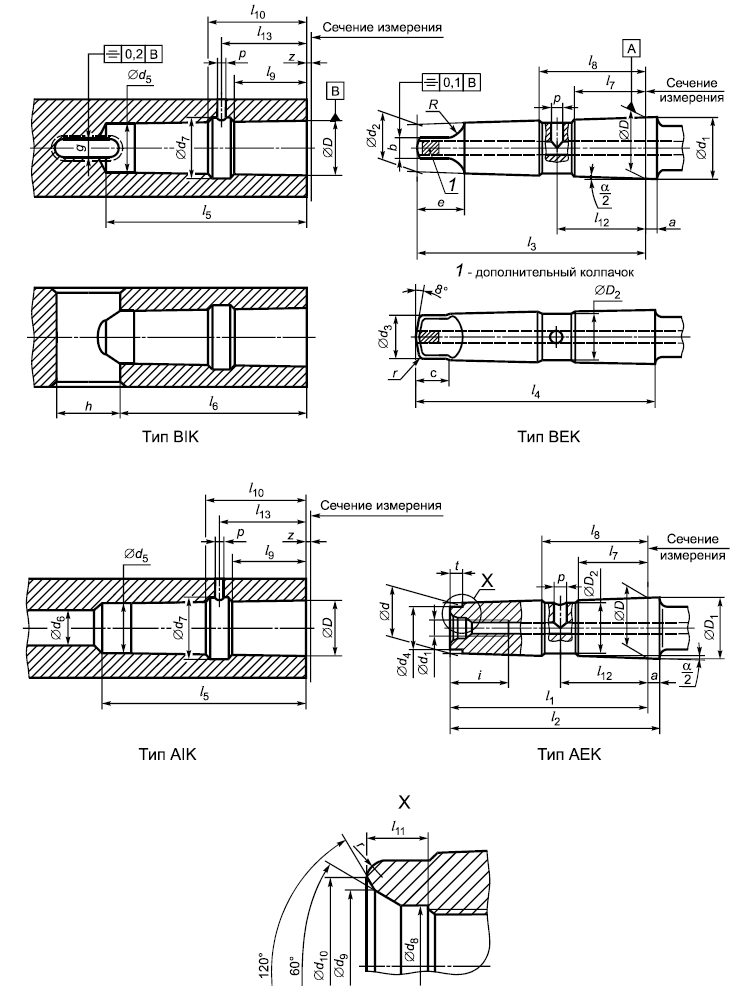
Рисунок 1, лист 2
Таблица 2
| В миллиметрах | |||||||||||||||
| Наименование конуса | Метрический | Морзе | Метрический | ||||||||||||
| Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
| Конусность | 1:20=0,05 | 1:19,212= | 1:20,047= | 1:20,020= | 1:19,992= | 1:19,254= | 1:19,002= | 1:19,180= | 1:20=0,05 | ||||||
| D | 4,0 | 6,0 | 9,045 | 12,065 | 17,780 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | |
| Наружный конус | а | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 |
| D1* | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 | |
| D2 | — | — | — | — | 15,0 | 21,0 | 28,0 | 40,0 | 56,0 | — | — | — | — | — | |
| d* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143,0 | 179,4 | |
| d1 | — | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 | |
| d2* | — | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 | |
| d3 | — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
| d4 | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
| d8 | — | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — | |
| d9 | — | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — | |
| d10 | — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — | |
| l1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 | |
| l2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 | |
| l3-0,1 | — | — | 56,5 | 62,0 | 75,0 | 94,0 | 117,5 | 149,5 | 210,0 | 220,0 | 260,0 | 300,0 | 380,0 | 460,0 | |
| l4 | — | — | 59,5 | 65,5 | 80,0 | 99,0 | 124,0 | 156,0 | 218,0 | 228,0 | 270,0 | 312,0 | 396,0 | 480,0 | |
| l7-0,1 | — | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — | |
| l8-0,1 | — | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — | |
| l11 | — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — | |
| l12 | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | |
| p | — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
| b | — | — | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| с** | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 | |
| e | — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 | |
| i | — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 | |
| R | — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
| r | — | — | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 | |
| t | 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
| Внутренний конус | d5 | 3,0 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,8 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
| d6 | — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 | |
| d7 | — | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — | |
| l5 | 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 | |
| l6 | 21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 | |
| l9 | — | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — | |
| l10 | — | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — | |
| l13 | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | |
| g | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
| h | 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 | |
| p | — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
| z*** | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | |
| * Размеры D1, d, d2 являются теоретическими и зависят от диаметра D и номинальных размеров а, l1, l3. ** Допускается увеличивать длину c до размера e. ***z — максимально допустимое отклонение при проверке конуса калибром. |
Пример условного обозначения конуса Морзе 3, степени точности АТ7:
Морзе 3 АТ7 ГОСТ 25557-2016
То же, метрического конуса 120, степени точности АТ8:
Метрический 120 АТ8 ГОСТ 25557-2016
4.3 Предельные отклонения размеров конусов — по ГОСТ 2848.
4.4 Центровые отверстия — по ГОСТ 14034.
Приложение ДА (справочное).
Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Приложение ДА
(справочное)
Таблица ДА.1
| Разделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | |
| Раздел | Пункт | |
| 4 | 4.2 | Пример условного обозначения необходим для заказа инструмента с конусами Морзе или метрическими |
| 4.3 4.4 | Требования, необходимые для изготовления конусов |
Приложение ДБ (справочное).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Приложение ДБ
(справочное)
Таблица ДБ.1
| Структура настоящего стандарта | Структура международного стандарта ISO 296:1991 | ||
| Раздел | Пункт | Раздел | Пункт |
| 1 | — | 1 | — |
| 2 | — | 2 | — |
| 3 | — | 4 | — |
| 4 | 4.1 | 1 | — |
| 4.2 | 4 | — | |
| 4.3; 4.4 | — | — |
Приложение ДВ (справочное).
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Приложение ДВ
(справочное)
Таблица ДВ.1
| Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
| ГОСТ 2848-75 | MOD | ISO 1947-73 «Система допусков на конические поверхности деталей с конусностью от 1:3 до 1:500 и длиной от 6 до 630 мм» |
| Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: — MOD — модифицированный стандарт. |
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.

История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.

Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.

Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).

В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Ниже приведены основные размеры укороченных конусов Морзе:
| Наименование | N конуса Морзе | D, мм | D1, мм | d1, мм | amax, мм | L, мм | M | l1, мм |
| B7 | 0 | 7,067 | 7,2 | 6,5 | 3,0 | 11,0 | — | |
| B10 | 1 | 10,094 | 10,3 | 9,4 | 3,5 | 14,5 | — | |
| B12 | 12,065 | 12,2 | 11,1 | 18,5 | М6 | 16,0 | ||
| B16 | 2 | 15,733 | 16,0 | 14,5 | 5,0 | 24,0 | — | |
| B18 | 17,780 | 18,0 | 16,2 | 32,0 | М10 | 24,0 | ||
| B22 | 3 | 21,793 | 22,0 | 19,8 | 40,5 | — | ||
| B24 | 23,825 | 24,1 | 21,3 | 50,5 | М12 | 28,0 | ||
| B32 | 4 | 31,267 | 31,6 | 28,6 | 6,5 | 51,0 | М16 | 32,0 |
| B45 | 5 | 44,399 | 44,7 | 41,0 | 64,5 | М20 | 40,0 |
Появление такой конструкции хвостовика, как конус Морзе, не было грандиозным прорывом в машиностроении. Оно стало следующей ступенью в эволюционном развитии производства. Конус Морзе заслуженно занимает важную нишу в истории машиностроения, и по сей день, коническая форма хвостовика является ярким примером простого, но надежного конструкторского решения.
Оцените статью:
Рейтинг: 0/5 — 0
голосов
Способы различения патронного обтекателя в дрели
Обтекатель Морзе может быть изготовлен по разным методикам и не всегда отличается высокой взаимозаменяемостью. Размер конуса обозначают цифрами. В настоящее время имеются зандры с шагом 5, а их стандартный размер от 10-го до 80-го. Как правило, обозначения следующие:
- ISO20
- NMTB30
- BT40
Отличительной особенностью является стандартный размер конусного сечения.
Типологическая характеристика конусных габаритов:
- Д – это показатель базового размера конусного гнезда.
- Л – показатель глубины проникновения
Эти размеры едины для всех стран мира, в которых используется метрическая система исчисления. Диаметр фланцевого сечения ДФ приблизительно соответствует всем конструктивным разновидностям изделия.
В наши дни большинство конусов производят со сменяемым переходником, это дает возможность совместить оборудование с неодинаковыми стандартами. Различают несколько особенностей фланцевого сечения, которые имеют буквенное обозначение: A, B, C, D, E, F. Размерная часть самого пролювия обозначается так:
- минимальная длина 25 мм
- максимальная – 160 мм (к примеру, модель HSK-A73)
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.

Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
определения и предельные отклонения
НОРМАЛЬНЫЕ УГЛЫ ( ГОСТ 8908-81 )

Таблица не распространяется на угловые размеры конусов. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й – 3-му.
НОРМАЛЬНЫЕ КОНУСНОСТИ и УГЛЫ КОНУСОВ ( ГОСТ 8593-81 )
Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.

Примечание. Значения конусности или угла конуса, указанные в графе «Обозначение конуса», приняты за исходные при расчете других значений, приведенных в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ ( ГОСТ 9953-82 )
Стандарт распространяется на укороченные инструментальные конусы Морзе.

*z – наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D от теоретическогот положения. ** размеры для справок.
| Обозначение конуса | Конус Морзе | D | D1 | d | d1 | l1 | l2 | a, не более | b | c |
| B7 | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 | |
| B10 B12 | 1 | 10,094 12,065 | 10,3 12,2 | 9,4 11,1 | 9,8 11,5 | 14,5 18,5 | 18,0 22,0 | 3,5 3,5 | 3,5 3,5 | 1,0 1,0 |
| B16 B18 | 2 | 15,733 17,780 | 16,8 18,0 | 14,5 16,2 | 15,0 16,8 | 24,0 32,0 | 29,0 37,0 | 5,0 5,0 | 4,0 4,0 | 1,5 1,5 |
| B22 B24 | 3 | 21,793 23,825 | 22,0 24,1 | 19,8 21,3 | 20,5 22,0 | 40,5 50,5 | 45,5 55,5 | 5,0 5,0 | 4,5 4,5 | 2,0 2,0 |
| B32 | 4 | 31,267 | 31,6 | 28,6 | – | 51,0 | 57,5 | 6,5 | – | 2,0 |
| B45 | 5 | 44,399 | 44,7 | 41,0 | – | 64,5 | 71,0 | 6,5 | – | 2,0 |
| Размеры D1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров а и l1 |
КОНУСНОСТЬ НАРУЖНЫХ И ВНУТРЕННИХ КОНУСОВ И КОНУСОВ С РЕЗЬБОВЫМ ОТВЕРСТИЕМ
| Обозначение величины конуса | Конусность | Угол конуса 2α |
| B7 B10, B12 B16, B18 B22, B24 B32 B45 | 1 : 19,212 = 0,05205 1 : 20,047 = 0,49880 1 : 20,020 = 0,04995 1 : 19,922 = 0,05020 1 : 19,954 = 0,05194 1 : 19,002 = 0,05263 | 2°58′54″ 2°51′26″ 2°51′41″ 2°52′32″ 2°58′31″ 3°00′53″ |
| угол конуса 2α подсчитан по величине конусности с округлением до 1″. |
РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА

КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ НАРУЖНЫЕ ( ГОСТ 25557-2006 )

| Тип конуса | Метрический | Морзе | Метрический | |||||||||||
| Обозн. | 4 | 6 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
| D | 4,0 | 6,0 | 9,045 | 9,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80 | 100 | 120 | 160 | 200 |
| D1 | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
| d* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 |
| d1 | – | – | – | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 |
| d4 max | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| l min | – | – | – | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
| l1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 |
| l2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 |
| l11 | – | – | – | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | – | – | – | – | – |
| * – размер для справок. – угол конусов Морзе №0-№5 соответствует углу укороченных конусов Морзе; №6 – 1:19,180 = 0,05214 – угол метрических конусов – 1:20 = 0,05. |
Профиль резьбового отверстия соответствует отверстию центровому форма Р
по
ГОСТ ГОСТ 14034-74
.
В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице. Стандарт также определяет размеры пазов канавок и отвестий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
В зависимости от конструкции инструментальный хвостовик может иметь соответствующее обозначение:
BI
– внутренний конус с пазом;
BE
– наружный конус с лапкой;
AI
– внутренний конус с отверстием по оси;
АЕ
– наружный конус с резьбовым отверстием по оси;
BIK
– внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕК
– наружный конус с лапкой и отверстием для подачи СОЖ;
AIK
– внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕК
– наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ ВНУТРЕННИЕ ( ГОСТ 25557-2006 )

КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7 : 24 ( ГОСТ 15945-82 )

Допуски конусов внутренних и наружных конусностью 7:24
по ГОСТ 19860-93.
КОНУСЫ ИНСТРУМЕНТОВ Предельные отклонения угла конуса и допуски формы конусов ( ГОСТ 2848-75 )
Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.

Примечания: 1. Отклонения угла конуса от номинального размера располагав в «плюс» – для наружных конусов, в «минус» – для внутренних. 2. ГОСТ 2848-75 для наружных конусов предусматривает также степени точности АТ4 и АТ5. Допуски по ГОСТ 2848-75 распространяются на конусы инструментов по ГОСТ 25557-2006 и ГОСТ 9953-82.
Пример обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-2006
То же метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-2006
То же укороченного конуса В18, степени точности АТ6:
Наилучшие разновидности конусов в наши дни
В настоящее время самыми качественными конусами для сверлильного станка считаются те, которые изготовлены под брендами Капто и Кеннаметал. Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.

Крупнейшим разработчиком конусов Капто является компания Сандвик Коромант. На сегодняшний день конус продвигается в качестве аналога HSK высшего класса. Секущая часть имеет треугольную форму, а также края с выгибами и округленными сторонами. При этом способ производства такого пролювия отличается особой сложностью, таким образом, становится более дорогим удовольствием для конечного покупателя.
Основные названия, которые имеет пролювий-адаптер Капто: от C3 до C10. Изначально данный конус Морзе изготавливался в первую очередь для зажимов цанговым методом. Выпускается всего лишь один типовой размер данного конусоида. Штифты для установки инсталлируются в секущие отверстия, которые просверлены и развернуты под необходимым углом в детали стандартного габарита.
Габариты и видовые составляющие конуса Морзе
В действительности существуют разные виды и размеры госта морзе-конусов, и они имеют неоднозначные названия в специальной литературе. Но их отличительной особенностью является их узнаваемость во всех культурах под определенными номерными знаками: 10, 100, 1000. При этом зандры-конусы меньшего размера 0.001″ и 0.0001″ в разговорной речи часто используют под американским термином: «зу» и «тенф».
Лучший способ измерения конуса – использовать калибровку, ибо на зандре имеются риски. Но для большой точности измерения используют таблицу пересчета размеров вплоть до сотой доли миллиметра. Таким образом, для того чтобы с точностью до миллиметра определять какой конус Морзе лучше всего использовать в данной ситуации, следует обращаться к таблице измерения диаметра изделия.
Кроме того, все инструментальные предметы с конусом Морзе в наше время имеют следующий стандарт ГОСТ 25557-82. Именно данная модель ГОСТ имеет сегодня наибольшую популярность в России по сравнению с предыдущими моделями. Имеется усовершенствованный способ удержания патрона и крепления.
Американские конусы различаются посредством дюймовой системы измерения, поэтому для лучшего понимания российским потребителем все метрические данные конуса переводятся в миллиметровую систему.
Видео: изготовление переходного конуса для сверлильного патрона под морзе 2.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
КМ – это горнитос Морзе, который спроектирован компанией Кеннаметал. И в настоящее время является одним из наиболее часто используемых креплений инструмента. Такое положение дел является следствием длительного периода использования именно данного пролювия, ибо диапазон размеров в высшей степени зависит от того, насколько эффективно используется инструмент.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.
Содержание
- 1 Конус Морзе и метрический конус 1.1 Метрический конус
- 1.2 Укороченные конуса Морзе
- 8.1 Конус 1:50
Ко́нус инструмента́льный
— конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.