По какому признаку напильники делятся по номерам. Напильники по металлу, и не только. Классификация, применение. Надфиль для тонкой обработки металла
В
зависимости от величины зуба, насечки и числа зубьев, приходящихся на
1 см длины напильника, насечкам присвоены соответствующие
номера:
№ 1-драчевые
напильники, у которых на 1 см длины приходится 5-13
зубьев (крупная насечка);
№ 2- личные
напильники, у которых на 1 см длины приходится 13-25
зубьев (средняя насечка);
№ 3, 4, 5 и 6 —
бархатные напильники с числом зубьев на 1 см длины 25-80
(самая мелкая насечка).
Напильники могут иметь
одинарную или двойную (перекрестную) насечку.
Применение напильников
того или иного класса зависит от характера выполняемой работы, т. е.
от толщины снимаемого слоя металла и от требуемой точности обработки.
Драчевые напильники №1
применяют при грубой обработке, когда требуется снять большой слой
металла (не менее 0,25 мм). Припуск металла, подлежащего
опиливанию драчевым напильником, 0,5-1 мм в зависимости
от характера обрабатываемой поверхности.
Напильник с драчевой
насечкой за один ход снимает слой металла толщиной 0,08-0,15 мм и дает точность обработки 0,1-0,15 мм.
Личные напильники №2
применяют после того, как основной слой металла, подлежащий
опиливанию, уже снят с детали при помощи драчевого напильника. На
долю обработки личным напильником обычно оставляется припуск не более
0,15-0,35 мм. Личный напильник снимает слой металла
толщиной 0,02-0,08 мм, при этом достигается довольно
высокая точность обработки 0,025-0,05 мм. После
опиливания личным напильником на обработанной поверхности остаются
настолько мелкие штрихи, что эта поверхность кажется шлифованной.
Бархатные напильники
№ 3,
4, 5 и 6 применяются только для самой точной отделки, подгонки,
доводки деталей и шлифования поверхностей. Поверхность, обработанная
этим напильником, не имеет никаких видимых глазом или ощутимых
пальцами руки штрихов.
Напильники с бархатной
насечкой снимают очень небольшой слой металла толщиной 0,025-0,05 мм и дают высокую точность обработки 0,01-0,005 мм.
Назначение напильников.
Напильники различаются между собой не только видами насечек, но и
формой поперечного сечения, т. е. профилем.
Необходимость применения
различных профилей напильников вызвана большим разнообразием форм
обрабатываемых деталей. Поэтому в зависимости от формы обрабатываемой
детали применяются и разные профили напильников.
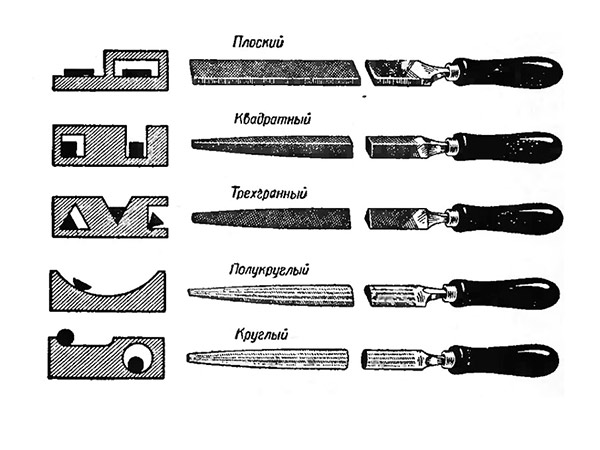
Плоские напильники
используют для обработки плоских наружных и внутренних, а также
наружных выпуклых поверхностей (рис. 106, а).
Квадратными напильниками
(рис. 106, б) опиливают плоскости квадратных и прямоугольных
отверстий и различных пазов. Квадратные напильники большой длины
(350- 500 мм) называют брусовками и применяют при грубом
(обдирочном) опиливании изделия, когда требуется снять слой металла
не менее 1 мм.
Трехгранные напильники
(рис. 106, в) служат главным образом для опиливания внутренних
углов.
Круглые напильники
(рис.
106, г) применяют для опиливания закругленных углублений и
отверстий в изделиях.
Полукруглыми напильниками
(рис. 106, д) опиливают вогнутые поверхности.







Рис 106 Формы сечения
напильников
:
а — плоские, б —
квадратные, в — трехгранные г — круглые, д —
полукруглые, е- ромбовидные, ж — ножевидные.
К специальной группе
напильников относятся ножевидные
(рис. 106, ж), ромбовидные
(рис. 106, е), овальные напильники
— диски с насечками,
нанесенными по окружности и на боковых сторонах. Ими опиливают углы и
наклонные плоскости.
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,5 — 1,0 мм. Точность обработки этим напильником не превышает 0,2 — 0,5 мм.
Напильники с насечкой NQ 2 (личные) применяют для чистового опиливания изделий с точностью 0,02 -0,15 мм. Снимаемый слой металла не превышает 0,1 — 0,3 мм.
Напильники с насечкой № 3, 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,025 — 0,5 мм при точности обработки от 0,01 до 0,005 мм.
Напильники выпускают длиной 100 (125), 150, 200, 250, 300, 350 и 400 мм. По форме поперечного сечения они делятся на следующие восемь типов.
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок.
В — квадратные напильники (рис. 137, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей.
Г — трехгранные напильники (рис. 137, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву.
Д — круглые напильники (рис. 137, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса.
Е — полукруглые напильники (рис. 137, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной).
Ж — ромбические напильники (рис. 137, Ж) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов.
З — ножовочные напильники (рис. 137, 3) .служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Напильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для, обработки бронзы, латуни и дюралюминия.

Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно: 30 и 85°; для дюралюминия: 50 и 60°. Маркируют буквами ЦМ на хвостовике.
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой (рис. 138,а), позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 × 40 × 360 мм и насечку в виде дуговых канавок (рис. 138, б) для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случах, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструментов и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надфили. Небольшие напильники называют надфилями, их применяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).

Надфили имеют такую же форму (рис. 139, а — л), как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку (см. рис. 134): основную — под углом X = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: №1,2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 — 20 — 40 насечек; № 2 — 28 — 56; № 3, 4 и 5 — 40 — 112 насечек на 10 мм длины.
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента (рис. 140). Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 — 10 классов шероховатости.




Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения (рис. 141) подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1-2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков (рис. 142). Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники (рис. 143, а) — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники (рис. 143, б) применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют при помощи приспособления (рис. 143,г).
Пластичные напильники (рис. 143, в) представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Несмотря на обилие электрического инструмента, который пришел на смену ручному, существуют такие виды, которые не подверглись каким-либо серьезным изменениям за многие сотни лет эксплуатации и до сих пор с их помощью производят множество технологических операций. Один из таких инструментов – это напильник.
Количество их видов с трудом поддаются подсчету, и тем более сложно сосчитать количество операций, которые можно выполнять с его помощью.
Что такое напильник и для чего предназначен
Инструмент, который предназначенный для снятия слоя металла с заготовки, называют напильником. Он представляет собой металлическую полосу, на которую нанесена так называемая насечка. Она представляет собой режущие зубья, выполненные по определенным правилам, описанным в ГОСТ 1465-80.
Для управления им используют ручку, насаживаемую на специально сформированный хвостовик. Для изготовления применяют несколько марок сталей. Как правило, это сталь, содержащая 1,1 – 1,25% углерода. Марка стали может быть ШХ15 или У10А, последняя сталь относится к нелегированным улучшенным.
Одно из главных требований, предъявляемых к нему – это высокая твердость. Именно поэтому после проведения термической обработки его не подвергают отпуску. В рабочем состоянии поверхность имеет твердость 54-58 HRC.
Ручка, с помощью которой выполняется управление, может быть деревянной, пластмассовой, металлической.

Их производят разной формы, длины и с разными параметрами режущих зубов.
Надо отметить, что обилие этого изделия позволяет выполнять множество видов работ, в частности с его помощью можно удалять загрязнения разного вида, выполнять шлифование плоскостей заготовок, удалять облой, литники. С применением этих изделий специальных форм можно выполнять заточку пильных цепей, обработку зубчатого зацепления.
Надо отметить, что его можно встретить практически в любом доме, гараже и конечно на производстве.
Классификация напильников по форме сечения
Детали, которые обрабатывают с его помощью, могут иметь разную форму. Это могут быть листы, профиль и пр. Именно поэтому для производительной работы производители выпускают изделия разной формы и геометрических размеров. Один из вариантов классификации – по форме сечения. Предприятия изготовители выпускают на рынок изделия со следующих видов:
- плоские;
- квадратные;
- круглые;
- трехгранные;
- специальные;
- овальные и некоторые другие.



Кроме того, что изделия различают по форме сечения, они имеют разную длину и форму. Минимальная длина составляет 50, максимальная 500 мм. Кстати, измеряется только та часть, на которую нанесены рабочие зубья.
Существует некоторая зависимость между длиной рабочей части и размером зубьев. Чем длиннее инструмент, тем крупнее размер режущего зуба. Крупный применяют тогда, когда возникает необходимость снять большое количество металла. Но, после обработки материала инструментом с большими зубьями поверхность получается грубая, в царапинах, а о точности обработки говорить не приходится. В том случае, когда необходимо получить более качественную поверхность, то используют изделия с мелким зубом, например бархатный.

То есть обработка проводиться как минимум в два этапа с использованием разных видов напильников. На первом выполняют грубую обработку, а доведение поверхности детали выполняют доведением заготовки до требуемых параметров.
Особенности напильника
Ручные изделия этого вида, можно разделить на такие категории:
- Слесарные – можно сказать, что это инструмент широкого профиля. Его можно встретить практически на любом предприятии, мастерской, домашнем хозяйстве.
- Надфили – это изделия, имеющие небольшой размер и предназначены для обработки мелких деталей. Их широко используют граверы, ювелиры, лекальщики. Кроме того, надфили бывают, незаменимы при обработке в труднодоступных местах.
- Заточные – их применяют для заточки пильных цепей, ножовок и пр.
- Рашпили – это изделия с самым крупным зубом и их применяют для работы с неметаллическими материалами, то есть в тех случаях, когда обычный не подходит для решения поставленных производственных или бытовых задач.

Как уже отмечалось, на рабочую поверхность наносят рабочие зубья. Она может быть одинарной или двойной. Для обработки мягких материалов применяют инструмент с дуговой насечкой.
На поверхности рашпиля изготавливают точечные зубья.
Виды насечек
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.
Второй вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.

К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Геометрические параметры насечки
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Типы напильников
Существует множество способов классификации видов напильников. Их можно разделить по форме сечения, геометрическим размерам, размерам режущего зуба.
Нередко этот инструмент часто разделяют на следующие виды:
- напильники с крупной и мелкой насечкой;
- драчевые и пр.
Форма напильников
Многовековой опыт применения этого привел к тому, что производители освоили выпуск этого изделия разного вида. Например, плоского профиля, могут иметь два вида концовки – прямой и острый.
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
Применение напильников различной формы
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.

Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.
Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.

Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Размер зубьев
Кроме размера зуба, изделия этого класса отличаются друг от друга плотностью нарезки.
Для грубой обработки поверхности применяют изделия с крупной насечкой. Ее называют №1, на один сантиметр приходится от 5 до 15 зубцов. Его использование позволяет за один проход снять довольно толстый слой материала, особенно с мягких материалов, напильники этого вида называю драчевыми.
У напильников №2 на один сантиметр поверхности приходится от 14 до 25 канавок. Пожалуй, это самый популярный вид этого инструмента. На самом деле – этот напильник чаще всего применяют на практике.

Действительно, с его помощью можно обрабатывать практически любые материалы. Но, существует одна тонкость, при работе с мягкими металлами или с древесиной, через довольно короткое время насечка будет забита отходами обработки. Именно поэтому необходимо очищать рабочую поверхность с помощью металлической щетки.
Изделия с насечкой от 26 до 80 канавок на 1 сантиметр применяют при окончательной обработке поверхности. После правильной обработки, на поверхности, практически не остается следов.
Твердость напильника благо или недостаток
Многие считают, что чем выше твердость стали, тем инструмент лучше. Отчасти это утверждение имеет право на существование, но оно ни каким образом не относится к напильникам по металлу.
Высокая твердость приводит к повышенной хрупкости инструмента. Те, кто часто применяют их в работе, могут подтвердить то, что этот инструмент может разрушиться при его падении на бетонный пол.
Заточка режущего инструмента при помощи напильника
К группе режущих инструментов относят резцы, фрезы, топоры, пилы и многие другие. Режим эксплуатации, материал из которого произведен режущий инструмент, определяют периодичность его заточки. Эта операция выполняется за два захода. Первая – это собственно сама заточка, вторая – это доведение режущей кромки до необходимых требований. То есть, она должна быть приведена в рабочее состояние. На режущей кромке должен быть заточен определенный угол, она должна иметь определенную форму. Эти параметры определяет материал детали.

В процессе доводки, с режущей кромки, происходит удаление заусенцев, образовавшиеся в процессе первичной заточки.
Для финишной обработки режущего инструмента применяют изделия с мелкой насечкой. Это могут быть надфили, бруски и другие абразивные материалы. Финишные операции могут выполняться как на специальном оборудовании, так и вручную.
Какую насечку выбрать
При выборе любого инструмента, в первую очередь необходимо понять какие цели должны быть достигнуты при обработке детали. Напильники чаще всего применяют для снятия слоя материала. Бесспорно, если речь идет о снятии материала в пределах 0,1 мм, то имеет смысл использовать напильники с насечкой №0 или №1.

Для выполнения более тонких работ, например, подготовки поверхности под нанесение покрытия, можно использовать инструмент с насечкой №2 – №4.
Для выполнения работ связанных с заправкой режущей кромки, шлифовки поверхности и других, особо точных работ применяют так называемые бархатные инструменты.
Как сделать ручку напильника
Те, кто часто использует напильник в работе, рано или поздно сталкиваются с тем, что его ручка приходит в негодность и поэтому встает вопрос его замены. Бесспорно, можно пойти в хозяйственный магазин и купить готовую деталь. Но это не всегда лучшее решение. Как правило, там продают рукояти, выполненные из пластмассы или непонятных сортов древесины. Именно поэтому многие предпочитают изготавливать ручки своими руками.
Выбор материала
Практика показывает то, что для ручки оптимальным материалом можно считать такие материалы как – орех, клен. Это довольно прочные материалы, ко всему прочему они обладают привлекательной фактурой.

Но кроме материала для самой ручки потребуется подобрать клей. Для соединения составных частей инструмента целесообразно использовать клеящие составы на основании эпоксидной смолы.
Как ее сделать
Для изготовления ручки можно воспользоваться токарным станком. Если такой возможности нет, то можно вспомнить детство и выточить его с помощью ножа.
При изготовлении ручки имеет смысл выдерживать следующие размеры:
- диаметр рабочей части 25 – 30 мм;
- длина рабочей части 120 – 150 мм;
Глубина отверстия для закрепления хвостовика инструмента должна быть чуть длиннее, чем сам хвостовик.
Заключительной операцией при изготовлении ручки для напильника – это обработка ее поверхности с помощью абразивной шкурки. Это необходимо для того, что бы на ее поверхности рукоятки не осталось заусенцев, могущих впиться в руку рабочего.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности.
ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Скачать ГОСТ 1465-80
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис. 38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12-15°. Величина переднего угла по ГОСТ 1465-59 установлена до -12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80-88°, задним α =20-25°, заострения β=60-63°, передним γ от + 2 до -10°. По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам. Специальные напильники подразделяются на ручные и машинные.
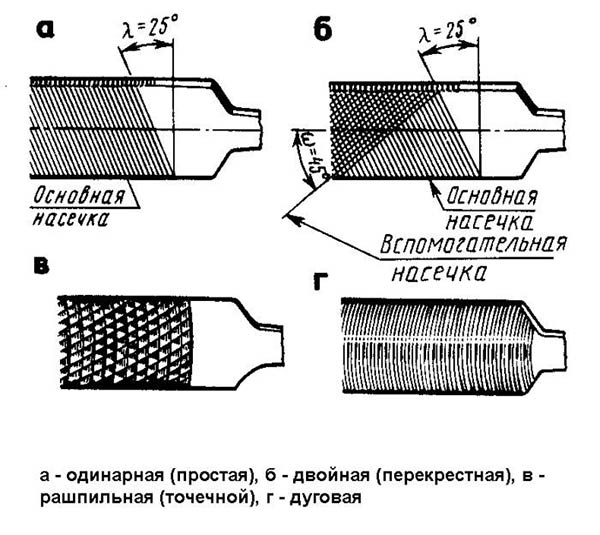
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.
Рис. 38. Напильники
:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж -углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
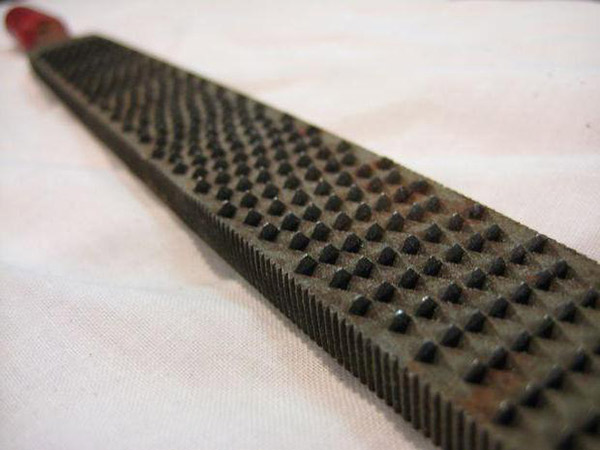
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465-59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент
. Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.
Особенности напильника
Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности
какой-либо детали придать ей необходимую форму и размер.
Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону.
На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка
. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
 Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки
, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров
. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки
, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
 Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков
при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
В любой современной мастерской обязательно присутствуют напильники по металлу. Иногда, даже странно видеть эти простейшие инструменты. За последние сто лет они практически не изменились. Изобилие электроинструмента приучило современных домашних мастеров пользоваться благами механизации труда при обработке металлов и других конструкционных материалов. У некоторых пользователей имеется инструмент, которым далекий прадедушка пользовался в начале двадцатого столетия. Отличия чаще только в том, что старый инструмент сильно изношен.
Посетитель торговых точек, реализующих товары для дома, может увидеть определенное разнообразие предлагаемого ручного инструмента для обработки стали и сплавов. Если же в поисковике указать слово «Напильник», то появится несколько десятков предложений. В них можно найти самые разные виды и типы предлагаемого товара.
Содержание:
- Предназначение напильников
- Виды напильников
- Инструментальные стали для изготовления напильников
- Формы напильников
- Классификация по форме сечения
- Особенности применения инструментов ручного точения
- Виды насечки на поверхности инструмента
- Нумерация насечек на инструментах
- Размеры зубьев
- Ручки для напильников своими руками
- Заключение
Предназначение напильников

Напильник – ручной инструмент универсального назначения, способный при одном поступательном движении срезать тонкий слой с поверхности обрабатываемого материала. С его помощью решают много разнообразных задач:
- Очищают детали и заготовки от ржавчины и других видов коррозии.
- Удаляют слой грязи или краски.
- Выполняют точение детали до получения требуемого размера.
- Затачивают другие инструменты, используемые в повседневной работе.
- Зачищают электрические контакты в системах электрооборудования.
- Шлифуют и полируют поверхность металла и иного материала.

Виды напильников
Современные школьники, оказываясь в инструментальных цехах на экскурсии, часто с усмешкой разглядывают инструмент, которым пользуются слесари инструментальщики. Рядом могут стоять сложные станки, способные в течение нескольких секунд срезать толстые слои металла.
А слесари обрабатывают деталь с помощью ручных приспособлений с ручками, водят ими по заготовкам, добиваясь нужного размера или вида детали. Часто для уточнения каких-то особенностей просматривают результаты труда через лупы.
Однако особо тонкую доводку изделия порой нельзя доверить машине. Только с помощью напильника или его младшего брата – надфиля можно добиться требуемых параметров. Эти инструменты используются для снятия слоя металла.
Чаще всего на прочной стальной полосе имеется насечка. Это невысокие зубья, расположенные в определенной последовательности (нанесена специальная насечка). Специальным стандартом (ГОСТ 1465-80) утверждены правила расположения зубьев и их форма.
Для изготовления используются углеродистые стали (У9…У11) или специальные сплавы железа с легирующими элементами. Напильники проходят термообработку, в результате которой поверхностная твердость достигает до 54…60 HRC (твердость по прибору Роквелла).
Для удобства использования на конце имеется треугольный или цилиндрический хвостовик. На хвостовик надевают рукоятку. Ее изготавливают из разных материалов (древесина, оргстекло, металл). Профессионалы предпочитают пользоваться деревянными ручками из березы или ореха.
Важно! Чтобы ручка не раскалывалась при вбивании хвостовика, на конце устанавливается металлическое кольцо.
Инструментальные стали для изготовления напильников
Исследуя свойства стали, заметили, что при определенном содержании углерода появляется возможность с помощью специальной термообработки получать высокую твердость. Низкое содержание углерода не позволяет производить закалку, повышающую прочностные свойства металла.
Только при концентрации 0,8% и выше меняются свойства сплава Fe-FeC₃ (свойства изучаются в специальном курсе технологии металлов, получившем название «Материаловедение»). Отожженная сталь довольно пластична, ее можно обрабатывать на металлорежущих станках. Есть состояние, при котором отмечается высокая пластичность. Его называют аустенитом. Достигается при температуре 727 ⁰С и выше.

Только заэвтектоидные стали могут подвергаться закалке и отпуску. Если нет никаких других добавок, то их принято обозначать в виде У8…У13. Буква «У» характеризует углеродистую сталь, а число – указывает на содержание углерода в сотых долях процента.
Внимание! Чтобы проводить закалку, нужно нагревать стальную деталь до температуры аустенита и выше. Ее легко определить с помощью магнита. При достижении нужного значения при нагревании полностью пропадают магнитные свойства.
Некоторые считают, что достаточно нагреть до соответствующей температуры. При нагревании теплопроводность металла резко снижается. В течение одной минуты детали массой около 1 кг прогреваются на глубину 0,10…0,13 мм.
Важно! Чтобы закалить поверхность на глубину 1,5…2,5 мм потребуется выдержка при нужной температуре не менее 15…20 минут. Менее глубокая закалка может сопровождаться тем, что измерительный конус на приборе Роквелла провалится сквозь тонкий слой закаленного металла. Результат окажется неутешительным.
Закалку выполняют в воде, на воздухе и в минеральном масле. Высокая скорость охлаждения способствует более глубокому закаливанию металла. При изготовлении режущих инструментов выполняют закалку в масле. Охлаждение стали происходит со скоростью 400…450 ⁰/сек.
После закалки детали приобретают определенную хрупкость. Поэтому для снятия внутренних напряжений выполняют низкий отпуск. Он происходит при температуре 180…250 ⁰С. Деталь помещают в муфельные печи, разогретые до заданной температуры. Выдерживают в них не менее 30…40 минут. Потом дают возможность медленно остыть.
На практике термообработка металла напильника происходит в следующей последовательности:
- Заготовка нагревается до температуры 900…920 ⁰С (более высокое значение объясняется тем, что требуется меньше времени на внутренний прогрев металла).
- Выдерживается в нагретом состоянии в течение 15…20 минут.
- Закаливается в минеральном масле (допускается использовать отработку из двигателей внутреннего сгорания).
- Выполняется проверка твердости, при правильном нагревании и охлаждении получают тростит закалки (HRC 54…58).
- Заготовка помещается в муфельную печь с температурой 200…210 ⁰С.
- Выдерживается 30…40 минут и вынимается наружу.
- Остывает на воздухе (температура 18…22 ⁰С) самостоятельно.
- Проверяется твердость, у тростита отпуска (состояние закаленного и отпущенного металла) твердость увеличивается на 2…4 единицы.
Чтобы повысить прочность и твердость сталей при их варке добавляют легирующие элементы. Они позволяют улучшить эксплуатационные характеристики и получить металл заданными свойствами.
Формы напильников
Виды напильников по металлу вырабатывались в течение последних двухсот пятидесяти лет. Размеры и параметры определялись в зависимости от тех задач, которые требовалось выполнять. Поэтому корректировалась и форма зубьев.
Первоначально мастерам требовалось обрабатывать чугунное литье, а также изделия из латуни и бронзы. Отливки имели литниковую систему и облой. Их спиливали, а потом поверхность шлифовали. Использовали напильники с разной величиной зуба. Для грубой обработки применяли инструмент, способный одним движением снимать до 0,5…1,0 мм слоя.
В дальнейшем у современных мастеров имеются наборы ручного режущего инструмента, которым пользуются, чтобы довести детали до требуемых параметров. На производственных предприятиях имеется категория рабочих (слесари). Одним из основных инструментов являются напильники.
Классификация по форме сечения
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.
Особенности применения инструментов ручного точения
Есть весьма условное деление по назначению. Выделяют основные категории.
- Слесарные – наиболее распространённые напильники. Их используют на любом промышленном предприятии. В домашних мастерских и личных хозяйствах нетрудно встретить подобный инструмент.
- Надфили используются для тонкой работы. Основными пользователями являются ювелиры, слесари-лекальщики. Без мелкого инструмента трудно невозможно обрабатывать труднодоступные места. Например, Михаил Тимофеевич Калашников уже будучи известным конструктором автоматического оружия дорабатывал отдельные детали самостоятельно с помощью набора надфилей.
- Заточные напильники (в основном треугольные и ромбовидные) используются для заточки зубьев на ножовках, пильных цепях и в других местах, где требуется восстановить требуемую остроту режущих кромок.
- Рашпили – особый класс инструментов, используемых для обработки древесины и иных неметаллических материалов. Их отличает наличие зубьев особой точечной формы. Иногда рашпили называют драчевыми напильниками, хотя – это не совсем верно.
Виды насечки на поверхности инструмента
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.
Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Нумерация насечек на инструментах
Таблица для определения номера насечки, применительно к разным формам сечения
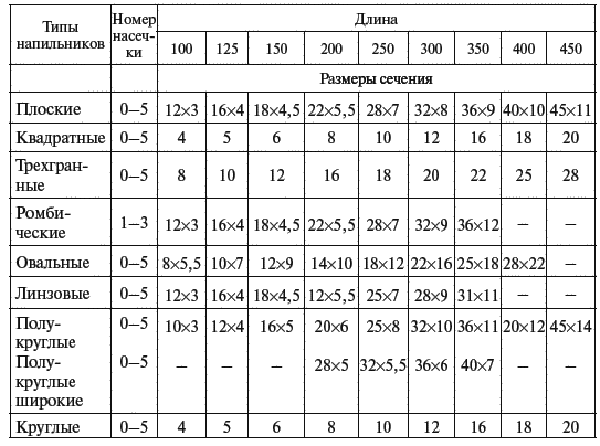
Размер зуба на поверхности зависит от плотности нанесения насечек. Чем их больше, тем меньше зубья.
Принята классификация насечек по цифровым значениям от 0 до 5. Самые крупные зубья могут снимать до 0,8…1,1 мм металла. Принято такому инструменту присваивать нумерацию «0» или «1». Такой инструмент получил наименование «драчевый».
Напильники, срезающие за один проход металл на глубину от 0,02…0,04 до 0,08…0,10 мм, нумеруются под цифрами «2» или «3». Такие напильники называют «личными».
Если же инструмент снимает 0,010…0,015 мм, то ему присваивают номер «4» или «5». Их называют «бархатными». При работе с ними получается самое высокое качество обработки и точность.
Обычно насечку наносят методом накатывания. Разогретая до аустенитного состояния заготовка поступает на формовочный станок. Система роликов производит накатывание каналов на рабочей поверхности инструмента.
Для изготовления личных и бархатных напильников используется метод фрезерования. Обработка выполняется на заготовках перед закалкой.
Размеры зубьев
Размеры зависят от количества насечек. Принято следующая классификация:
- Напильники номеров 0 и 1 на один сантиметр длины имеют 10…13 зубьев.
- Номера 2 и 3 характеризуются наличием 14…25 впадин на один сантиметр длины.
- Бархатные напильники могут иметь от 30 до 80 впадин на 1 см рабочей поверхности.
Высокий зуб забивается реже. Мелкие зубья при обработке мягких металлов могут забиваться довольно быстро. Поэтому для очистки используют металлические щетки, ими и удаляются остатки металла из впадин.
Ручки для напильников своими руками
Настоящие мастера оснащают имеющийся у них инструмент ручками, изготавливаемыми своими руками. С появлением пластических масс появился более широкий выбор материалов для самодельного изготовления.
Если имеется токарный станок, то ручку можно выточить из древесины твердых пород: орех, береза, ясень. В интернете довольно много чертежей, пользуясь которыми, изготавливается подходящая рукоятка.
Некоторые мастера используют эпоксидную смолу, чтобы изготовить необычную рукоять.
- Сначала подбирают возможные пористые материалы, которые можно пропитать эпоксидной смолой. Чаще всего используют ткани разного цвета. Создается микарта – многослойная ткань, пропитанная эпоксидкой.
- Их укладывают в желаемой последовательности.
- Разводят эпоксидную смолу согласно прилагаемой рецептуре.
- Смачивают каждый слой.
- Укладывают в выбранной последовательности и помещают под пресс.
- После завершения полимеризации образуется новый материал – микарта.
- Из микарты вытачивают ручку для напильника.

Видео: напильники «кубинские».
Заключение
- Напильник – это универсальный инструмент, который можно использовать для самостоятельного выполнения точной и качественной работы своими руками.
- В зависимости от поставленной цели и требованиям к готовой детали подбирается необходимый тип инструмента, а также подбирается номер зуба для обработки поверхности.
Republished by Blog Post Promoter
Классификация напильников и их применение
Категория:
Опиливание металла
Классификация напильников и их применение
Напильники делятся на обыкновенные, специальные, рашпили и надфили.
К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.

Рис. 2. Специальные напильники:
а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
1) ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники-брусовки (рис. 1) и др.;
2) напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 2).
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 3). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 4).
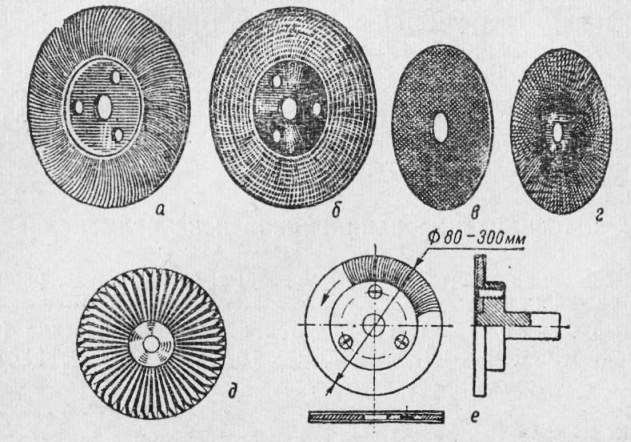
Рис. 2. Напильники-диски
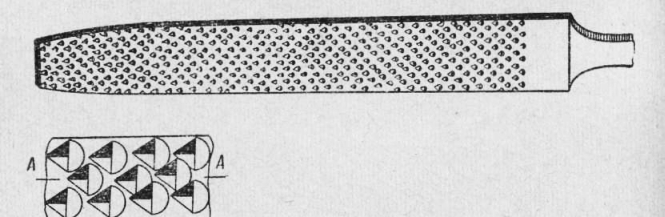
Рис. 3. Рашпиль и рашпильная насечка
Рис. 4. Надфили
Классы напильников. По числу насечек, приходящихся на 1 см длины, напильники делятся на шесть классов:
1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
2-й класс—напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания.
Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Надфили подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1 см длины.
Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личной напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т. п.), так как стружка этих металлов быстро забивает впадины между зубьями и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями. Как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попадала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Восстановление напильников. Затупившиеся напильники восстанавливают несколькими способами: пескоструйным, травлением кислотами и пересечкой.
Заострение зубьев напильника струей песка производится в два приема. Сначала направляют струю перпендикулярно к зубьям напильника, чтобы очистить впадины от грязи и опилок, затем струю песка направляют перпендикулярно к задней грани зуба для его заострения.
При травлении напильников кислотами их сначала очищают, натирая насеченную поверхность содовым раствором (1 : 10) при помощи металлических щеток. Затем напильники погружают на 10—15 мин. в ванну, состоящую из 80 частей воды, 10 частей серной кислоты и 10 частей азотной кислоты. После травления напильники промывают щетками в щелочном растворе, просушивают и смазывают маслом или вазелином.
Постепенно зубья напильника, несмотря на восстановление их, становятся все мельче, поэтому время от времени напильники пересекают заново, для чего предварительно сдирают на наждачном точиле все старые зубья.
Пересечку напильников производят после двух-трехкратного восстановления. Пересекать напильники можно не более двух-трех раз.
Реклама:
Читать далее:
Ручки напильников
Статьи по теме:
- Причины брака при опиливании и правила безопасной работы
- Механическое опиливание
- Опиливание сопряженных поверхностей под углом
- Опиливание широких и узких плоскостей
- Общие приемы и правила опиливания
Главная → Справочник → Статьи → Блог → Форум
НАПИЛЬНИК, многорезцовый режущий инструмент, имеющий, как правило, несколько поверхностей, которые снабжены нарезкой, и предназначенный для обработки поверхностей путем снятия большого количества очень мелких стружек, получаемых при повторном переменно-возвратном движении его. Отличительной особенностью напильника является способ работы им — многократность рабочих движений, в отличие от однократного движения прошивок (протасок). Смотря по форме, назначению и роду насечки напильники разделяются на очень большое количество различных торговых разновидностей. В прежнее время, в эпоху преобладания ручного труда, когда обработка сложных поверхностей производилась исключительно при помощи напильника возникло громадное разнообразие их форм; в настоящее время преобладание машинного труда сделало многие виды напильников совершенно излишними и значительно сократило общее число типов. Несмотря на механизацию труда в металлообрабатывающей промышленности потребность в напильниках и теперь очень велика; в частности в ремонтном деле, в жел.-дор. мастерских главная часть работы совершается все еще вручную.
 НАПИЛЬНИК, многорезцовый режущий инструмент, имеющий, как правило, несколько поверхностей, которые снабжены нарезкой, и предназначенный для обработки поверхностей путем снятия большого количества очень мелких стружек, получаемых при повторном переменно-возвратном движении его. Отличительной особенностью напильника является способ работы им — многократность рабочих движений, в отличие от однократного движения прошивок (протасок). Смотря по форме, назначению и роду насечки напильники разделяются на очень большое количество различных торговых разновидностей. В прежнее время, в эпоху преобладания ручного труда, когда обработка сложных поверхностей производилась исключительно при помощи напильника возникло громадное разнообразие их форм; в настоящее время преобладание машинного труда сделало многие виды напильников совершенно излишними и значительно сократило общее число типов. Несмотря на механизацию труда в металлообрабатывающей промышленности потребность в напильниках и теперь очень велика; в частности в ремонтном деле, в жел.-дор. мастерских главная часть работы совершается все еще вручную.
НАПИЛЬНИК, многорезцовый режущий инструмент, имеющий, как правило, несколько поверхностей, которые снабжены нарезкой, и предназначенный для обработки поверхностей путем снятия большого количества очень мелких стружек, получаемых при повторном переменно-возвратном движении его. Отличительной особенностью напильника является способ работы им — многократность рабочих движений, в отличие от однократного движения прошивок (протасок). Смотря по форме, назначению и роду насечки напильники разделяются на очень большое количество различных торговых разновидностей. В прежнее время, в эпоху преобладания ручного труда, когда обработка сложных поверхностей производилась исключительно при помощи напильника возникло громадное разнообразие их форм; в настоящее время преобладание машинного труда сделало многие виды напильников совершенно излишними и значительно сократило общее число типов. Несмотря на механизацию труда в металлообрабатывающей промышленности потребность в напильниках и теперь очень велика; в частности в ремонтном деле, в жел.-дор. мастерских главная часть работы совершается все еще вручную.По роду насечки напильники разделяются на два больших класса: 1) с линейным зубом — напильники в собственном смысле и 2) с точечным зубом — рашпили. По способу получения насечки напильники разделяются: 1) на насеченные — с зубцами, изготовленными путем насекания их зубилом, 2) фрезерованные — с отфрезерованными зубцами и 3) пиленные (нарезанные) — с зубцами, вырезанными при посредстве особых напильников. Насеченные напильники делаются: а) с простой насечкой — рядом параллельных прямолинейных зубцов, б) с перекрестной насечкой, которая представляет собой простую насечку, пересеченную под некоторым углом другой насечкой, в) с различными видами патентованных насечек, стремящихся соединить достоинства первых двух типов без их недостатков. По форме напильники разделяются на большое число разновидностей, доходящих в каталогах специальных швейцарских фирм до 2000 и более номеров. Наиболее часто применяющиеся виды напильников приведены на фиг. 1:

1 — ручной напильник, или ручник, плоский напильник с грубой насечкой и параллельными узкими сторонами, из которых одна насечена, а другая оставлена гладкой; 2 — плоский остроносый напильник, с суживающимися к носу боковыми сторонами, все четыре стороны насечены; 3 — остроносый личной напильник — как предыдущий, но более тонкий и с более мелкой насечкой; 4 — параллельный личной напильник, аналогичен 1, но все четыре стороны параллельны, насечены обе плоские и одна боковая сторона; 5 — пропилочный параллельный напильник, с параллельными сторонами, но более узкий по сравнению с 1 и 4; 6 — остроносый бархатный напильник, тонкий плоский, сильно суживающийся к носу напильник с бархатной насечкой ; 7 – квадратный напильник и 8 — квадратный параллельный напильник применяются гл. обр. для уширения и опиливания квадратных или прямоугольных отверстий; 9 — круглый и 10 — цилиндрический, или круглый тупоносый напильник — применяются, как 8, но для круглых и овальных отверстий; 11 — полукруглый напильник с острыми краями и дугой, охватывающей от 90 до 120°; 12 — треугольный (трехгранный) напильник с острыми ребрами и перекрестной насечкой на всех трех сторонах; 13 — ножовка, напильник с клиновидным срезанным внизу сечением; 14 — полуцилиндрический напильник с дугой, охватывающей 180°; 15 — овальный широкий напильник и 16 — овальный узкий напильник представляют в сечении не овал, а два круглых сегмента обычно разных диаметров, сложенных хордами, применяются при опиловке закруглений; 17 — карасик, параллельный напильник клиновидного сечения с закругленной спинкой; 18 — двухсторонняя параллельная ножовка, или сабельный напильник, вытянутого ромбоидального сечения со срезанными острыми углами, применяется, например, при пропиливании прорезов в головках винтов; 19 — долбежный напильник аналогичен 18, но тоньше последнего и имеет острые края;
20 — остроносый трехгранный неравносторонний напильник и 21 — тупоносый, или параллельный, трехгранный неравносторонний напильник: первый снабжается ординарной насечкой и применяется для точки ленточных пил, второй имеет перекрестную насечку и применяется в слесарном деле; 22 — специальный напильник для шлифовки особо тонких цапф, не снабжается насечкой, но обтачивается под углом к кромкам на грубом точиле, вследствие чего на поверхности его остается ряд царапин, играющих роль очень тонкой насечки; 23 — специальный напильник для точки пил для дерева, снабженных зубьями с закругленными впадинами; 24 — плоский тупоносый напильник, с мелкой насечкой и четырьмя насеченными сторонами; 25 — специальный напильник с сечением в форме яблочного семени; 26 — трехгранный напильник для точки пил, отличается от 12 гранями сечения, срезанными по прямым, сравнительно тупым концом, до которого насечка не доходит и одинарной насечкой под более острым углом к ребру напильника, чем в обыкновенных напильниках; 27 — петельный напильник, плоский остроносый напильник с округленными краями; 28 — кабинетный напильник, полукруглый напильник для столяров, со срезанными краями и меньшей выпуклостью полукруглой части, чем у 11. Особо крупные, сильно выпуклые на сторонах и снабженные самой грубой насечкой напильники квадратного сечения называются брусовками; они делаются длиной 300—600 мм, сечением 25 х 25 до 60 х 60 мм и весом 2,4—4,0 кг; насечка у них обычно не доводится до носа; переходную ступень от них к плоским напильникам составляют полубрусовки, по форме напоминающие плоские напильники, а по величине и насечке — брусовки. Особо тщательно изготовленные напильники длиной не более 180 мм с разнообразными фасонными профилями носят название прецизионных напильников; они применяются для опиловки матриц, штампов и т. п. точных изделий; несколько образцов их приведено на фиг. 2.

Самые мелкие напильники, изготовляемые из одного куска круглой проволоки, часть которой оставляется ненасеченной и служит ручкой, называются надельфейлями, или надфилями.
Для обработки несквозных штампов особо сложной формы приходится прибегать к рифлуарам — напильникам изогнутой формы и различных профилей, снабженным насечкой на одном или обоих концах (фиг. 3).

Для работы в напилочных станках лобзикового типа применяются машинные напильники, отличающиеся от ручных большей точностью изготовления, непременной параллельностыо всех сторон и кромок, а также тем, что оба конца их заканчиваются хвостами. Для напилочных станков с вращательным рабочим движением применяют ротативные напильники, представляющие собой фрезера с очень мелкими зубцами. Ротативные напильники делаются самой разнообразной формы в зависимости от их специального назначения; для опиловки плоских или слабо закругленных поверхностей им придают вид шайб, и тогда они носят название дисковых напильников. Кроме этих имеется громадное количество напильников разнообразных форм, применяемых в специальных отраслях промышленности.
Способ работы напильника не отличается от такового же нормальной прошивки, а поэтому и зубцы идеального напильника должны по форме возможно близко подходить к зубцам прошивки.

На фиг. 4 изображен продольный разрез и вид сверху плоской прошивки; значения углов: γ — для стали 12—15°, для чугуна 5—6°, для бронзы 4° (в среднем от 7 до 8 °), α = 3—5 ° и ε = 15—25°. Радиус закругления у дна зубца не д. б. особенно малым во избежание застревания стружек; разрывы в лезвиях зубцов аа («стружкоразбиватели») необходимы для разбивания получающейся стружки на ряд более мелких; наклон зубцов к направлению движения δ = 70—75° для нормальных условий работы. Принимая эту форму за основную, можно спроектировать идеальную форму зубцов напильников (фиг. 5). Практически осуществление зубцов такого вида возможно лишь путем фрезерования, при насечке же зубцов зубилом (способе, применяющемся и поныне в громадном большинстве случаев) форма зубцов значительно отличается от идеальной и притом в худшую сторону. При насекании напильника обоюдоострое зубило, имеющее обычно разные углы заточки, устанавливается под определенным, близким к 90°, углом к поверхности напильника, и затем по нему ударяют с определенной силой. Под влиянием удара острие зубила врезается в металл и образует углубление (фиг. 6), с одной стороны которого, а именно со стороны большего угла наклона зубила, образуется возвышение из выдавленного ударом металла а. Угол γ передней грани зубца напильника — его «груди» — определяется углом ϕ наклона зубила и углом η заточки его передней грани, а именно γ=η-ϕ.

Величина угла ϕ ограничена и не может значительно превышать угла трения стали по стали (около 6°), так как в противном случае зубило будет соскальзывать. Угол спинки зубила θ, давая последнему в момент проникновения в металл смещение в сторону груди, влияет на величину и форму образующего перед грудью зубила возвышения. Различные формы заточек лезвия зубила изображены на фиг. 7.

Зубило A (η=θ=28—30°) с равнобоким лезвием применяется для насекания нижнего ряда при перекрестной насечке; для насекания верхнего ряда насечек и для напильника с простой насечкой применяют неравнобокое зубило Б, у которого η<θ (η=26—32°; θ=32—36°). Форма получающейся при этом насечки изображена на фиг. 7, Д; при насекании напильников с простой насечкой для мягких металлов, у которых необходимо иметь широкие канавки и острые зубцы, пользуются зубилом типа В, у которого разница в величине углов η и θ еще значительнее (η=20—22°,θ≈60°), при этом получается насечка типа фиг. 7, Е; наконец на фиг. 7, Г изображено зубило, при помощи которого можно насекать зубцы, наиболее по профилю приближающиеся к идеальным (фиг. 7, Ж). До настоящего времени, однако, насекание зубцов последнего типа не применяется по причине крайней ломкости требуемых для этого зубил и связанной с этим дороговизны напильников с таким зубом. Некоторые основные данные о различных типах зубцов приведены ниже (см. фиг. 6).

Простая однорядная насечка применяется лишь в виде исключения гл. обр. для обработки мягких металлов, дерева и кости (δ=70—80°), а также у напильников для наточки зубцов различных пил; в этом последнем случае угол δ делают острее, а именно 55—60°. Ее главным недостатком является отсутствие стружкоразбивателей; последние получают, насекая последовательно две взаимно перекрещивающиеся насечки. Первую, нижнюю, насечку делают под углом δ1 к оси напильника, причем уклон идет слева сверху направо вниз, по окончании первого ряда поверхность напильника снова насекают перекрещивающей первую второй, или верхней, насечкой, идущей под углом δ2 к оси напильника, причем у верхней насечки уклон идет в обратном направлении.
Вид готовой насечки схематически изображен на фиг. 8, А.; остатки нижней насечки образовали требуемые стружкоразбиватели, однако, как это видно из фиг. 8, Б, изображающей фактический вид насечки, пересекание ее влечет за собой известное ухудшение лезвия, которое в этом случае получает выпуклую форму и режет следовательно лишь своей вершиной (режущая часть лезвия z,z зачернена на разрезе В—Г); это обстоятельство заставляет озаботиться, чтобы вершины отдельных зубцов не лежали на прямых, параллельных оси напильника, т. к. тогда при работе вместо плоской поверхности он выстрагивал бы желобчатую.

Чтобы избежать этого, придают обеим насечкам разные углы наклона или, т. к. одно это средство в виду малой разности между δ1 и δ2 оказывает слишком незначительный эффект, делают их разного шага t (фиг. 6). Вообще расположение отдельных зубчиков прямыми рядами нежелательно, т. к. при движении напильника, параллельном направлению этих рядов, обрабатываемая поверхность покрывается рядом желобков. В напильниках, насекаемых ручным способом, небольшие неравномерности шага сами собой приводят к образованию криволинейных рядов зубцов, при машинной же насечке этого достигают, применяя специальные механизмы, дающие насечку с переменным, периодически меняющимся по длине напильника шагом. Величины углов, образуемых обоими рядами перекрестной насечки с осью напильника, имеют существенное значение для правильной работы его; строго говоря, для каждого обрабатываемого напильником материала существуют оптимальные углы наклона, но так как изготовлять и держать на складе специальные напильники для разных материалов экономически невыгодно, то обычно δ1 и δ2 придают некоторые средние значения, которые колеблются для δ1 между 47 и 55° и для δ2 между 68 и 75°, причем средними значениями являются δ1=55° и δ2=70°. На фиг. 9 изображена насечка «Novo», представляющая собой обычного типа простую однорядную насечку, в режущих гранях зубцов которой вырезаны стружкодробители а,а, расположенные по волнообразным кривым ef. Рабочая часть зуба z, показанная на фиг. 9 черным, по сравнению с обыкновенной перекрестной насечкой больше, что теоретически должно обусловливать большую стойкость зубцов «Novo».

Рашпильная насечка, изображенная на фиг. 10, получается насеканием каждого отдельного зуба при посредстве зубила особой формы. Как видно из чертежа, форма рашпильного зуба мало пригодна для резания твердого материала в виду малого протяжения лезвия зубцов; поэтому рашпили применяют главным образом при обработке дерева, рога, кожи и других мягких материалов, когда сравнительно невысокие зубцы обыкновенного напильника скоро забиваются опилками.

Теоретически правильная форма м. б. придана зубцам напильника лишь при помощи фрезерования. Имеются многочисленные типы фрезерованных напильников, из которых многие зарекомендовали себя с хорошей стороны, особенно в специальных областях холодной обработки, например, при опиловке алюминия и его сплавов. Напильники с фрезерованными зубцами разделяются на напильники с дугообразными и прямолинейными зубцами. Дугообразные фрезерованные напильники (фиг. 11, А) нарезаются при помощи кольцевого лобового фрезера, имеющего режущую поверхность заточенную в форме конуса с углом в 120°С при вершине (фиг. 11, Б); диаметр фрезера берется приблизительно в два раза больше ширины напильника, и оси фрезера придается наклон в 1°30’ к вертикали для того, чтобы задний конец его мог проходить над необработанной еще частью заготовки напильника.

Зубец образуется в результате пересечения конической поверхности фрезера с цилиндрической поверхностью предыдущей выемки; т. к. диаметр цилиндра на двойной шаг насечки меньше диаметра конуса, то точка а лежит несколько ниже, чем точка б зуба, лежащая на оси напильника; благодаря этому верхняя поверхность напильника в целом получается несколько выпуклой, что впрочем не вредит работе его. Прямолинейные фрезерованные зубцы напильника изображены на фиг. 12; как видно из данных, приведенных на чертеже, форма этого зуба близко подходит к идеальной.

Стружкодробители а, аналогично описанному выше типу «Novo», проходят по волнистым кривым. Задача фабрикации фрезерованных напильников до настоящего времени не может считаться окончательно разрешенной, так как сложность инструмента и требуемая для получения зубцов напильников одинаковой высоты точность так сильно удорожают фрезерованные напильники, что, несмотря на ряд преимуществ, эти напильники не смогли сколько-нибудь успешно конкурировать с насеченными напильниками.
Кроме формы зубцы напильника характеризуются также своими абсолютными размерами, которые определяются шагом насечки, а практически числом насечек на единицу длины. В Англии и США считают число насечек на 1 дюйм перпендикулярно к направлению насечки, а в Германии и СССР на 1 см, считая по длине напильника. Т. о. для перевода английской нумерации в германскую необходимо разделить ее на 2,54: sin δ, или (считая δ = 70°) на 2,71. В Англии все напильники по грубости насечки делятся на шесть следующих классов:

По русской торговой номенклатуре напильники разделяются на брусовки, драчевые, полуличные, личные и бархатные. Количество насечек на 1 см зависит не только от обозначения насечки, но и от размеров напильников: чем последний больше, тем грубее насечка при том же торговом обозначении. Зависимость между номером, длиной и количеством насечек на 1 см видна из фиг. 13, как для ручных и часовых напильников (надфилей), так и для машинных.

Фабрикация напильников состоит из ряда следующих основных операций: 1) отрезки заготовки, 2) отковки, 3) отжига, 4) выпрямления, 5) обточки или шлифовки на камне, 6) опиловки, 7) лицевания,  насечки или нарезки зуба, 9) правки, 10) закалки, 11) чистки и заострения зуба, 12) отделки и упаковки. Материалом для напильников служит углеродистая сталь с содержанием 0,9—1,5% С; 0,10—0,25% Si; 0,28—0,60% Mn; ≤0,04% S; ≤0,05% Р; твердость по Бринеллю для вальцованного материала должна равняться: 300—400 для легированных сталей, 250—300 для высокоуглеродистых сталей и 200—230 для бессемеровской и рашпильной стали. Высшего качества напильники изготовляются из стали с присадкой небольшого количества хрома или из электростали; тигельную сталь в виду ее дороговизны применяют лишь для мелких прецизионных напильников, тогда как вся главная масса напильников изготовляется из бессемеровской стали. Содержание углерода в стали берется тем выше, чем меньше размер изготовляемых из нее напильников. Материал доставляется сталеделательными заводами обычно в форме полос, прокатанных в нужный профиль, так что отковка сокращается до минимума. Первой операцией производства напильников является отрезка заготовок от штанги, производимая на ножницах или прессах, в которых установлены ножи; заготовки большого размера от толстых полос предпочтительно отрезаются на циркулярных пилах.
насечки или нарезки зуба, 9) правки, 10) закалки, 11) чистки и заострения зуба, 12) отделки и упаковки. Материалом для напильников служит углеродистая сталь с содержанием 0,9—1,5% С; 0,10—0,25% Si; 0,28—0,60% Mn; ≤0,04% S; ≤0,05% Р; твердость по Бринеллю для вальцованного материала должна равняться: 300—400 для легированных сталей, 250—300 для высокоуглеродистых сталей и 200—230 для бессемеровской и рашпильной стали. Высшего качества напильники изготовляются из стали с присадкой небольшого количества хрома или из электростали; тигельную сталь в виду ее дороговизны применяют лишь для мелких прецизионных напильников, тогда как вся главная масса напильников изготовляется из бессемеровской стали. Содержание углерода в стали берется тем выше, чем меньше размер изготовляемых из нее напильников. Материал доставляется сталеделательными заводами обычно в форме полос, прокатанных в нужный профиль, так что отковка сокращается до минимума. Первой операцией производства напильников является отрезка заготовок от штанги, производимая на ножницах или прессах, в которых установлены ножи; заготовки большого размера от толстых полос предпочтительно отрезаются на циркулярных пилах.
Следующей операцией является отковка хвоста напильника и оттяжка переднего конца его. Нагревание производится в коксовых или нефтяных печах, причем стараются нагревать не более того участка, какой необходим для процесса отковки. Самую оттяжку хвоста и переднего конца производят у мелких и средних напильников под пружинными молотами с весом бабы 8—50 кг, более крупные же напильники отковывают под паровыми или воздушными молотами с весом бабы 50— 100 кг. Отковка переднего конца плоских и полукруглых напильников производится по б. ч. в штампах, причем в США последние снабжают тремя гнездами: одно для предварительной оттяжки, второе, для черновой отковки формы носка по ширине и третье, посредине между двумя первыми, для окончательной отделки. Иногда применяют вальцевание напильников, пропуская их через две пары вальцов как показано на фиг. 14; однако в виду нежелательности слишком высокого нагрева напильников, необходимого вследствие быстрого остывания их в вальцах, способ этот не получил значительного распространения.

В последнее время начинают входить в употребление ковочные машины. Оттяжка хвоста обычно производится вручную под воздушным или пружинным молотом. Невозможность окончательной отковки круглых и треугольных напильников в обыкновенных штампах привела к созданию ряда специальных конструкций, например, молотов с качающейся наковальней (фиг. 15); рабочий сидит на качающемся сидении а, связанным тягой с наковальней б; отодвигаясь, чтобы подвести под молот новый участок поковки, он поворачивает наковальню с укрепленной в ней матрицей, и т. о. отковка совершается постепенно от толстого конца к тонкому, и металл свободно течет вперед, не раздаваясь в стороны, как это имеет место в закрытых штампах.

Отжиг напильников, следующая за ковкой операция, производится обычно в коксовых или нефтяных печах; последние особенно удобны вследствие возможности точно регулировать температуру и количество вдуваемого воздуха. Стараются вести нагрев при недостатке воздуха, т. е. при восстановительном пламени, т. к. тогда угар и образование окалины сводится почти на нет. При нагревании печи коксом или каменным углем, содержащими всегда серу, приходится пользоваться муфельными печами, что, с одной стороны, удорожает отжиг, а с другой — сильно затрудняет равномерное прогревание всей загружаемой в печь массы напильников. Отжиг ведется при температуре 820—850°С в течение четырех часов, затем печь замуровывают по возможности герметически и оставляют остывать вместе с напильниками, что должно продолжаться не менее 12—18 час. Последующие операции — выпрямление, обточка, опиловка и лицевание — имеют общей целью подготовить заготовку для операции насекания. Обычно напильники при ковке и отжиге слегка коробятся; их выпрямляют на особой наковальне вручную молотком, причем одновременно обивается окалина, образовавшаяся при ковке и отжиге. При нагревании напильников во время предыдущих операций неизбежно выгорает некоторое количество углерода в поверхностном слое заготовки; для получения твердого зубца необходимо снять этот обезуглероженный слой (толщина его в зависимости от совершенства печей колеблется в пределах от 0,5 до 1,0 мм). Операция обточки и имеет целью одновременно с приданием напильникам правильной формы снять этот мягкий слой; так как обточка не должна сопровождаться сильным нагревом напильников, который мог бы вызвать необходимость нового отжига, то обточка производится на точильных кругах при обильном смачивании водой. Круги делаются обычно очень большого диаметра (до 2,5 м) и значительной толщины (до 35 см), из равномерного твердого песчаника с среднекрупным зерном. Камни устанавливают на солидных валах, хорошо уравновешивают и приводят во вращение с окружной скоростью 8—10, но не больше 11 м/сек.
По настоящее время процесс обточки совершается преимущественно вручную: рабочий стоит перед камнем и, опираясь в специально сделанную для этой цели спинку, коленями прижимает напильник к камню; при этом напильник в (фиг. 16) помещается в державке особой формы; рукоятку а рабочий держит в руках, а на концы поперечины б нажимает коленями.

Обточка производится в два приема: сначала поперек напильника, затем другим рабочим — вдоль. В США обточка плоских и квадратных напильников механизирована: ряд напильников укладывается на доску а (фиг. 17), которая вставляется в рамку б, приводимую в переменно-возвратное поступательное движение; на задней стороне доски а устроен особый выступ в, опирающийся на ролик г и сообщающий напильнику необходимое для образования профиля боковое движение.

Для того, чтобы камень срабатывался равномерно, ему придают медленное движение вдоль оси, для чего на конце вала поставлена свободно вращающаяся втулка д, снабженная фасонной канавкой и приводимая в медленное вращение шнуровым шкивом е. Круглые и полукруглые напильники однако и в США обтачиваются вручную. Многочисленные попытки применить к обточке напильников наждачные шлифовальные диски до настоящего времени не имели прочного успеха гл. обр. в виду появления отдельных закаленных участков, вызывающих позже неравномерную насечку и частую поломку зубил. Обточке на камнях подвергаются крупные напильники, все мелкие и фасонные напильники поступают после отжига в опиловку, где им и придается окончательная форма путем опиловки вручную особыми напильники. Крупные напильники сложной формы после обточки также иногда опиливают для исправления мелких недостатков обточки. Следующей операцией является лицевание, имеющее целью сообщить поверхности напильника ту степень гладкости, которая необходима для последующего насекания; степень эта различна в зависимости от величины напильника, а также тонкости насечки. Операция производят на лицевальных машинах (фиг. 18); напильник а зажимают в тиски б, приводимые в движение кривошипно-кулисным механизмом в от вала ременного шкива г; лицующий напильник зажат снизу траверсы д, укрепленной на станине; особый механизм сообщает траверсе медленное продольное перемещение с целью избежать появления на лицуемых напильниках продольных канавок.

Нажим обрабатываемых напильников производится грузами е, вес которых изменяется сообразно желаемой степени гладкости лицевания. Для того чтобы лицевальный напильник резал правильно, необходимо поднимать его при обратном ходе салазок, что и выполняется особым механизмом. В последнее время строят также лицевальные машины более сложной конструкции для лицевания полукруглых напильников, однако эта работа, а равно и лицевание всех фасонных напильников выполняется и сейчас главным образом от руки при помощи особой формы двуручного лицевального напильника. После лицевания напильники маркируют (метят) штампом под небольшим молотом или чаще в винтовом фрикционном прессе, после чего напильники готовы к насеканию.
Насекание напильников производится вручную или на машинах. Ручное насекание напильников практикуется и по настоящее время в довольно большом объеме; оно требует от насекальщика исключительной опытности, так как равномерность и постоянство формы насечки зависят от его ловкости и мускульного чутья. Орудия для ручной насечки напильников весьма несложны (фиг. 19); они состоят из призматической железной осталенной или стальной наковальни А, весом в 70—80 кг, снабженной с одного конца вырезом а, в который вдвигают цинковые или свинцовые подкладки при насекании напильников сложной формы или напильников, снабженных уже насечкой на одной из сторон.

На наковальне напильник удерживается при помощи ремня б, который насекальщик натягивает ногами. Рабочий инструмент состоит из зубила Б и молотка особой формы В. Размер и вес как молотка, так и зубила должны соответствовать крупности насекаемого зуба; вес зубила изменяется в пределах 20—700 г, молотка 0,25—5,2 кг. Для насекания рашпилей применяют небольшие зубила Г с пирамидальным острием и молотки В1 уменьшенного веса. Насекание начинается всегда с носка (передней части) напильника; насекальщик ставит зубило под правильным углом как к вертикали, так и по отношению оси напильника на смазанный маслом (для более легкого всхождения выступов металла на грудь зубила) напильник и наносит на зубило соответствующей силы удар. Зубило, углубляясь в металл, выжимает с одной стороны небольшое возвышение (зуб), который и служит насекальщику для ориентировки при установке напильника для насекания следующего зубца. Опытные насекальщики производят до 80—220 ударов в минуту, смотря по грубости насечки. После того как нижняя насечка нанесена на обеих сторонах напильника, гребни ее слегка сглаживают личным напильником, затем приступают к насеканию верхней перекрестной насечки. Чтобы не портить лежащей внизу насеченной уже части напильника, последний при этом кладут на подставку из цинка; применявшийся прежде для этой цели свинец теперь оставлен в виду вредного действия получающейся при этом свинцовой пыли на здоровье рабочих. Трудность ручного насекания напильника помимо необходимости правильно ставить зубило заключается также в соразмерении правильной силы удара, меняющейся не только от насечки к насечке, но и на протяжении одного напильника не остающейся постоянной ввиду меняющихся ширины и профиля его. Трудность ручного насекания напильников издавна заставила обратиться к нахождению способа механизации этой работы; интересно отметить, что первая насекальная машина была изобретена Леонардо-да-Винчи в 1503 г. Насекальный станок современной конструкции системы Беше изображен на фиг. 20.

Рабочей частью станка является баба а, несущая в нижней своей части поворотный патрон б, в котором укрепляется зубило; баба поднимается кулаком в, сидящем на валу г, приводимом во вращение ременным приводом; после того как упор д соскользнет с выступа кулака, баба падает вниз под влиянием собственной тяжести и натяжения пружины е. Последнее регулируется натяжением цепи Галля ж, перекинутой через блок з на вершине рабочей пружины и укрепленной неподвижным концом к станине, а ходовым — к рычагу и, сидящему на одной оси с рычагом к; т. о., меняя положение рычага к, можно изменять натяжение пружины е, а, следовательно, и силу удара зубила. Для автоматического изменения силы удара по длине напильника в зависимости от его ширины на рычаге к укреплен ролик л, катящийся по шаблону м, прикрепленному к каретке н, на которой укреплен насекаемый напильник о. Форма верхней кромки шаблона воспроизводит кривизну верхней поверхности напильника, и кроме того кромка понижается по мере уменьшения ширины напильника; т. о. там, где напильник толще и где следовательно удар был бы ослаблен меньшей высотой падения бабы, шаблон м, двигаясь вместе с напильником, поднимает рычаг к и, увеличивая натяжение цепи, а следовательно и пружины е, компенсирует это ослабление; к концам же напильника, где в виду его меньшей ширины необходима меньшая сила удара, ролик л дает рычагу к опуститься, причем натяжение пружины е уменьшается. Кроме этого автоматам, приспособления натяжение пружины регулируется раз навсегда для данной насечки посредством ручного маховичка п и независимо от этого может быть в любой момент увеличено рычагом р, поднимающим особым кулаком рычаг к; это последнее приспособление необходимо для увеличения силы удара при попадании зубила на твердые места заготовки, избежать присутствия которых очень трудно даже при наиболее совершенном отжиге. Насекаемый напильник о укрепляется в особом патроне, лежащем в каретке и, которая ходовым винтом с после каждого удара продвигается на величину шага насечки при помощи эксцентрика т, приводящего своей тягой в качательное движение пластинку у с насаженной на ней собачкой храпового механизма, колесо которого заклинено на валу ф; на том же валу сидит коническая шестерня х, передающая движение ходовому винту. Величину шага насечки изменяют, переставляя цапфу эксцентриковой тяги и меняя тем число зубцов, на которое поворачивается храповое колесо при каждом ударе бабы. Каретка ходит по направляющим в люльке ц, которая устанавливается под требуемым углом к горизонту на цилиндрической цапфе ч и закрепляется 2-мя тягами ш1,и ш2. По окончании насекания одной стороны напильника машину останавливают, переводя ремень на холостой шкив вилкой щ, которая соединена с тормозом, действующим на обод махового колеса э, и затем при помощи ручного маховика ю отводят назад каретку, выключив предварительно механическую подачу посредством рычажка я. Описанный выше механизм для изменения натяжения пружины не совсем уничтожает неравномерность глубины насечки, происходящую от различной высоты падения бабы.

Механизм, изображенный на фиг. 21, А позволяет менять высоту подъема бабы по длине напильника: кулачковый вал а расположен в подшипниках, находящихся на концах серег б, качающихся вокруг оси в; положение серег, а следовательно и высоту подъема бабы определяют положением раздвижного упора г, на котором покоятся концы серег, упор же связан с рычагом д, вращающимся вокруг оси, укрепленной в станине, и изменяющим свое положение в зависимости от подъема ролика е, катающегося по шаблону ж. Стержень з, снабженный в верхней части пружиной и поднимаемый приводимым в движение педалью упором и, служит для мгновенного подъема зубила и для удержания его в этом положении, например, в случае поломки или выкрашивания лезвия. Изменения высоты падения бабы в других конструкциях (фиг. 21, Б) достигают, делая кулак а, приводящий в движение бабу, переменного сечения и передвигая его вдоль оси механизмом, управляемым шаблоном б. Иногда желательно делать насечку к концу напильника мельче и чаще, чем в остальной его части.

Насекальная машина, изображенная на фиг. 22, при посредстве несложных приспособлений выполняет эту задачу. Уменьшение силы удара по длине напильника достигается способом, аналогичным описанному выше, с той разницей, что вместо спиральной стальной пружины здесь применяется резиновый буфер а, степень сжатия которого регулируется, с одной стороны, ручным маховичком б посредством балансира в и подвижного упора г, а с другой стороны — автоматически, путем перемещения эксцентричной оси д балансира, рычагом е, управляемым тягой ж и роликом з, катящимся по шаблону и. Приспособление для уменьшения шага насечки к концу напильника состоит из шаблона к, прикрепленного к каретке л, и рычага с роликом м, сидящего на одном валике с рычагом и, упирающимся в нижний конец ходового винта о; последний имеет возможность двигаться в аксиальном направлении; при этом направленное вниз усилие насекания и соответствующая составляющая веса каретки воспринимается опорным подшипником п или упомянутым рычагом н. В начале насекания, когда каретка находится внизу (положение, изображенное пунктиром), рычаг м нажат шаблоном к вниз, и винт подвинут на соответственный кусок вправо вместе с кареткой. Первым насекается носок напильника; при движении каретки вверх шаблон, отходя постепенно вправо, освобождает рычаг ж, который поднимаясь дает ходовому винту возможность передвинуться немного вниз, захватывая с собой каретку и уменьшая т. о. ее подачу. Кроме описанных выше насекальные машины снабжаются также приспособлениями, обеспечивающими постоянство угла, образуемого осью зубила с поверхностью напильника при неплоской поверхности его, приспособлениями для производства насечки с периодически меняющимся шагом, приспособлениями для насечки полукруглых и круглых напильников, последних также со спиральным зубом и т. д.
Кроме насекания напилочный зуб м. б. получен путем фрезерования и нарезания. Фрезерование напильников производят на специальных станках, конструкция которых б. ч. приноровлена к избранному методу фрезерования; так, дуговые зубцы фрезеруют на вертикальных станках с кольцевым фрезером; с прямолинейными зубцами — по нескольку штук сразу на горизонтальных фрезерных станках, при помощи целого набора фрезеров, обрабатывающих одновременно целый ряд зубцов. Нарезание напильников производится при помощи особых напильников (фиг. 23) треугольного или ланцетовидного сечения, у которых плоские стороны не насекаются, а насечкой снабжаются лишь ребра.

Ребром этого нарезального напильника водят в приблизительно перпендикулярном направлении к его оси по поверхности нарезаемого напильника под требуемым углом к оси последнего (фиг. 24); при этом зубчики первого вырезают остроконечные желобки в материале второго.

Полученная т. о. насечка не может сравниться по остроте с насеченной; способ этот применяется гл. обр. при производстве очень мелких напильников, насекание которых затруднительно. Иногда этим способом получают лишь нижнюю насечку, верхняя же насекается обычным способом. Для механического нарезания напильников было сконструировано немало различных станков, один из которых изображен на фиг. 25; кривошипный механизм приводит в движение колено а, соединенное тягами с напилочной головкой б, в которой укреплен нарезальный напильник. Заготовка нарезаемого напильника зажимается в тисках в, установленных под требуемым углом на столе станка.

Снабженные насечкой напильники поступают затем в закалочную. Перед закалкой напильник покрывают особой массой, назначение которой двоякое: 1) защитить кончики зубцов насечки от слишком сильного нагревания и пережигания и 2) предохранить верхний слой металла от обезуглероживания или даже несколько повысить содержание углерода в нем. Точный состав этой массы обычно держится каждым заводом в большом секрете; в основном однако все эти массы состоят из углеродистых и азотистых веществ (обожженного и толченого рога, кожаной пыли, угля, муки), смешанных с плавнями (соль, стекло) и другими веществами (например, железистосинеродистый калий, цианистый калий), к которым подмешивается достаточное количество ржаной или пшеничной муки или клея для образования теста. Обмазанные и высушенные напильники нагреваются в закалочной печи; в США значительное распространение получили печи со свинцовой ванной, тогда как в Европе обычно нагревают в коксовых или нефтяных печах. Главным условием всякой хорошей закалочной печи является возможность точного регулирования температуры и постоянство ее по всему объему рабочего пространства печи; наилучшими в этом отношении являются печи со свинцовыми ваннами, затем идут нефтяные и наконец коксовые. Применение соляных ванн (хлористый барий, цианистый калий) и электрических печей до настоящего времени недостаточно испытано на практике. Во время нагревания напильники посыпают сухим калочным порошком состава, аналогичного обмазочной массе; по достижении напильником надлежащей температуре во всей толще, его вынимают из печи и погружают в закалочную жидкость, состоящую обычно из насыщенного раствора поваренной соли или из раствора нашатыря в смеси с азотной или серной кислотой (2—4%). Плоские и круглые напильники обычно погружают в воду вертикально тонким концом вниз; напильники более сложной формы, например, полукруглые, приходится несколько изгибать перед погружением в воду, чтобы уравновесить коробление, которому эти напильники неизменно подвергаются при закалке. Этот выгиб производится самим калильщиком на свинцовой наковальне деревянным молотком, причем степень прогиба и направление его определяются рабочим на глаз на основании опыта. Покоробившиеся при закалке напильники правят, пока они еще достаточно горячи, деревянным молотком или зажимая их между двумя полосами мягкого железа. Для правильной, равномерной закалки необходимо температуру закалочной жидкости поддерживать постоянной и достаточно низкой. Для этого на крупных заводах устраивают центральное охлаждение закалочной жидкости, непрерывно циркулирующей через баки и змеевиковые холодильники. После термической обработки напильников желательной структурой в изделиях является наличие карбидов в мартенсите в поверхностном слое металла глубиной 1—2 мм и троостито-мартенснтовая структура с мелко раздробленными карбидами в сердцевине напильника.
Дальнейшая обработка напильников состоит в очистке их от окалины, полученной при закалке, при помощи пескоструйного аппарата, в котором струя пара, подводимого по трубке а к особому соплу (фиг. 26, А), засасывает через трубку б воду, смешанную с глиной или тонким песком, и бросает ее на проводимый перед соплом напильник в. В зависимости от угла наклона сопла к поверхности напильника струя песка с водой оказывает различное действие на насечку.

При перпендикулярном направлении основного потока производится очистка зубцов от грязи, окалины и закалочной массы, застрявшей в глубине насечек (фиг. 26, А); для точки зубцов струю направляют перпендикулярно к поверхности затылков зубцов (фиг. 26, Б и В). Ударяющий в затылок песок срабатывает небольшой слой последнего, чем и вызывается заострение режущей кромки зубца. Часто при насекании напильников, зубцы, вследствие плохой правки зубила, получаются с закинутыми назад остриями (фиг. 26, Г); обработка паро-песочной струей снимает эти загибы и придает зубцам правильную форму (фиг. 26, Д). Иногда вместо пароструйного аппарата применяют очистку вращающимися щетками из тонкой закаленной стальной проволоки, смазываемыми смесью тонкого наждака и масла. Совершенно непригоден способ точки зубцов травлением их в кислотах или электролитическим путем; зубцы при этом теряют свою правильную форму и угол клина режущего острия от 70—75°, увеличивается до 100° и более (фиг. 27: А — форма зубца до травления, Б — после).

По выходе из пароструйного аппарата еще горячие напильники промывают в теплой воде, погружают затем для предупреждения ржавления в известковую воду и высушивают на воздухе. После этого отпускают хвост напильника, погружая его в свинцовую ванну или нагревая до тёмно-красного каления в специальных печах; затем его очищают щетками и окончательно охлаждают, погружая в мыльную воду, сообщающую ему хороший внешний вид. После отпуска хвоста напильника чистят щетками по всей поверхности и промасливают хорошим минеральным или растительным маслом (в США для этой цели применяют сурепное масло). Последней операцией является контроль готовых напильников; проверяют на глаз их внешнюю форму и правильность насечки; достаточную твердость определяют, проводя с легким нажимом напильником по закаленному и отпущенному куску стали надлежащей твердости. Для испытания напильников была сконструирована Е. Гербертом особая машина, изображенная на фиг. 28; испытуемый напильник а зажимается между двумя бабками на ползунке б, приводимом в прямолинейное переменно-возвратное движение кривошипным механизмом, скрытым в станине машины.

Пробный брусок в сечением 1 дм2 прижимается к напильнику с постоянной силой грузом г при помощи перекинутой через блоки цепи; брусок этот особым механизмом отводится назад при каждом обратном ходе напильника. Соединенный с бруском д карандаш е приводится в движение цепочкой, перекинутой через находящийся на конце бруска д блок и прикрепленный одним концом к станине машины, а другим — к пробному бруску в; т. о. перемещение карандаша равно 1/2 продольного перемещения пробного бруска. Барабан ж, на котором карандаш вычерчивает свою кривую, получает вращение от главного привода машины через замедляющий механизм. Полученная на этой машине диаграмма испытания ряда напильников приведена на фиг. 29; она изображает объем спиленного материала в функции числа ходов напильника; т. о. высота подъема каждой индивидуальной кривой данного напильника, до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильника, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте напильника.

Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильники находятся в абсолютно тождественных условиях как в отношении шага насечки, прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков. По мнению многих авторитетов единственным действительно надежным испытанием качества напильников является их испытание в производстве на действительной работе.
Пересечка напильников. Затупившиеся напильники могут быть с выгодой два или три раза наточены при посредстве пароструйного аппарата, описанного выше, после чего их пускают в пересечку. Для этого сначала отжигают напильники, как было описано выше, затем необходимо сострогать старую насечку, для чего применяются специальные строгальные станки, подобные изображенному на фиг. 30; напильник зажимается на полуцилиндрическом патроне а, лежащем в соответственном углублении рабочего стола б, приводимого в переменно-возвратное движение зубчатыми колесами и рейкой; перемена направления движения производится автоматически механизмом, аналогичным применяемому в нормальных строгальных станках и приводимым в действие упорками, укрепленными на столе.

Резец помещается в особом суппорте в, который перемещается в направляющих посредством винта и ручного маховика г; рабочий нажимает резец, вращая маховик г, руководясь при определении степени нажатия резца мускульным чутьем. После сострагивания старой насечки напильник поступает в обточку на точильный камень, и далее проходит все стадии изготовления новых напильников.
Источник: Мартенс. Техническая энциклопедия. Том 14 — 1931 г.
Различные виды напильника, известны миру с 3 века до нашей эры.
Сегодня диапазон применения этого старейшего ручного приспособления практически не ограничен.
Различные типы инструмента применядт для доводки деталей и достижения необходимой чистоты поверхности.
Благодаря современным технологиям, напильники механического действия дополнились рядом электрического и аккумуляторного инструмента.
Содержание статьи
- 1 Что такое напильник и для чего он нужен?
- 2 Внешний вид и формы напильников
- 3 Принцип действия
- 4 Классификация напильников
- 4.1 Маркировка
- 4.2 Виды насечек и их нумерация
- 5 Виды напильников и их назначение
- 5.1 Виды напильника по форме
- 5.2 Виды и размер насечек
- 5.3 Материал напильника
- 6 Что такое надфиль и его назначение?
- 7 Что такое рифель и для чего он нужен?
- 8 Рашпиль
- 9 Что такое тарированный напильник
- 10 Какие бывают напильники
- 11 Как выбрать напильник
- 12 Производители напильников
- 13 Заключение
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
- заточка режущих кромок;
- шлифование и снятие заусенцев;
- зачистка поверхности до определенного уровня шероховатости;
- послойное опиливание поверхности;
- отрезка заготовок;
- подгонка размеров;
- выполнение канавок, фасок, радиусов, шлицев, пазов и пр;
- придание конструктивным элементам нужной формы.
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
- в виде плоского прямоугольника;
- круглыми;
- полукруглыми;
- овальными;
- ромбическими;
- в виде равностороннего или тупоугольного треугольника.

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
- для слесарных работ;
- спецназначения;
- надфили;
- рашпили;
- машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Подробности читайте в статье «Надфиль. Назначение, характеристики, виды и выбор».
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.
")
С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
")
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
- Столярно-слесарного назначения – от 64 до 66 HRc;
- Заточного типа – от 65 до 67 HRc;
- Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
- Зубр;
- Husqvarna;
- Intertool;
- Metabo;
- Makita;
- Металлист;
- Vira;
- Stayer;
- Master;
- Matrix;
- Сибртех;
- Mega;
- Stihl;
- Topex;
- Bosch и др.
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п.
Заключение
Напильник — это универсальный слесарно-столярный инструмент, предназначенный для обработки различных материалов с целью придания им нужной формы, ровности и чистоты.
При обработке всевозможных материалов одним из самых популярных инструментов является напильник. Это приспособление появилось у человека ещё до нашей эры. Его используют и на больших производственных предприятиях, и в домашних мастерских. Он необходим при изготовлении деталей из металла, пластмассы, дерева. Инструмент применяют для точной подгонки размеров, формы в местах с затруднённым доступом, улучшения качества поверхности детали, которая доводится до кондиции. Для выполнения самых разнообразных работ существует множество вариантов этого напильников.

Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.

Устройство инструмента
Слесарный напильник, состоящий всего из двух частей – главный помощник слесаря. Он чрезвычайно прост по конструкции. Устройство инструмента можно представить в виде двух частей: первая, иногда называемая «лезвием», выполняет основную работу, и хвостовик, на который крепится ручка, выточенная из дерева или пластика. В рабочей части выделяют:
- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.

Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
Классификация напильников
Всё инструментальное многообразие можно упорядочить путём его классификации. На практике используются несколько отличающиеся одна от другой видов классификации.
Чаще всего используют следующие классификационные признаки:
- назначение;
- форма рабочей части;
- виды насечек;
- материал;
- размер.

Внутри групп существует разделение по специфическим признакам. Государственный стандарт ГОСТ 1465-80 регламентирует основные характеристики. Определяющими индикаторами являются «класс» и «номер».
На профессиональном языке изделие определяется термином «Многолезвийный инструмент».
Виды напильников и их назначение
По этому признаку выделяют:
- 1-й класс. Это «драчёвые», используются при слесарных работах — для грубой и точной обработки металла. Номера насечек №0 и №1.
- 2-й – «личневые», их назначение — чистовая отделка, насечки №2 и №3.
- 3-й, 4-й, 5-й и 6-й классы с насечкой №4 и №5. У них название «бархатные», ими выполняют ювелирную отделку изделия.
- Спецназначения — способные формировать сложную геометрию;
- Надфили – для работ на малых площадях;
- Рашпили – ориентированные на работы с деревом и пластмассами;
- Машинные и ленточные скомпонованные с двигателями.

Виды напильника по форме
Формы рабочей части слесарные напильники классифицируются как типы:
- А – плоский, похожие на сплющенный прямоугольник;
- Б – плоские с узким носом;
- В – четырёхгранный (квадратный);
- Д – круглые сечения;
- Е- полукруглые (второе имя «овальные напильники»);
- Ж — ромбические;
- З – трёхгранный (другое название треугольный (имеют ещё название «ножовочные напильники») с сечением равностороннего или тупоугольного треугольника.

Тип «напильник речной» в классификации отсутствует.
Рабочая часть напильника варьируется по длине от 100 мм до 400 мм.
Виды и размер насечек
Международная практика применяет «качественную классификацию», учитывающую, сколько зубцов умещается на одном сантиметре длины рабочего полотна. Они формируются на болванке-заготовке.
Разные типы напильников имеют отличающиеся насечки. По их различию маркировка выполняется номерами по классам от 0 до 5.
Драчёвые №0 и №1 за одно рабочее движение сдирают слой металла толщиной 0,1 – 0,2 мм. Их не рекомендуется использовать при работе с твёрдыми материалами.

№2 и №3, называемые «Личными», одним проходом удаляют стружку 0,02 – 0,03 мм. Они участвуют в тонких работах и отделке деталей из мягких сталей.
Напильник с мелкой насечкой («Бархатный») №4 и №5 снимают материал на толщину 0,025 мм – 0,01 мм. Применяются для финишной полировки поверхности.
Если предстоит обточка мягкого металла, то слесарь выбирает устройство с простой одинарной насечкой. Рабочий получает возможность снимать широкую стружку.
Чаще на изделие наносится двойная перекрёстная насечка. Дополнительная мелкая наносится поверх глубокой основной. Их направления составляют угол 70 градусов с продольной осью. Двойной ряд не только лучше и быстрее обдирает слой металла, но и измельчает стружку.

Точечная насечка называется «рашпильной». Она формируется фрезерно-дуговым способом. Отношение высоты зуба к её шагу должно быть не меньше 0,5.
Насечка у плоского напильника находится на грани и на ребре.
Материал напильника
Напильники изготавливают из углеродистой инструментальной стали. Используются марки: У10, У12, У13, ШХ15, содержащие от 1 до 1,5 % углерода. Этот металл обладает повышенной твёрдостью. Сталь ШХ15, кроме того, содержит добавку марганца в количестве примерно 0,2-0,4 %, хрома — не более 1,5 %. Это обеспечивает конечному продукту необходимую износостойкость.

Высокие механические качества напильнику обусловлены не только выбором марки стали, но и соответствующим режимом термообработки. Изготовленный инструмент проходит термообработку при определённой температуре по временному графику. Рабочая поверхность проходит закалку без отпуска.
Маркировка
Изготовленный напильник должен быть промаркирован. Маркировка является изображением необходимой информации о характеристиках инструмента. В состав маркировки входит обозначение класса от 1 до 6; длина, обозначенная буквой L; вид насечки с номерами от 0 до 5. Последний показатель у практиков считается самым важным, он определяет выбор нужного инструмента в конкретной ситуации.
Показатель твердости зубьев обозначается буквами HRC и двумя цифрами– например, HRC 55. Тип стали обозначается как 13Х или У13А.

Инструменты, созданные для цветмета, маркируются символом ЦМ.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.

Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Хвостовик у надфиля круглый, на него надевается ручка с цанговым зажимом. Цанга позволяет в одной рукоятке быстро заменять надфили разных видов. Имеются надфили с закреплённой пластмассовой ручкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.

Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.